

Дешево алюминиевый профиль-ручка врезной
Когда ищешь дешевый алюминиевый профиль-ручку врезной, первое, что приходит в голову — срежем углы где угодно, лишь бы снизить цену. Но за 12 лет работы с OOO Гуандун Вэйбан Технологии Алюминиевых Профилей я усвоил: дешево не значит просто урезать толщину стенки или взять сплав сомнительного происхождения.
Почему врезные ручки — это не просто паз в металле
В 2019-м мы получили партию профилей-ручек от нового субпоставщика. По документам — идеальный алюминий, по факту — при фрезеровке паза под замок материал крошился. Оказалось, пережгли сплав при экструзии. С тех пор всегда требую у OOO Гуандун Вэйбан Технологии Алюминиевых Профилей протоколы термической обработки.
Кстати, о дешево алюминиевый профиль-ручка врезной — многие забывают, что дешевизна тут часто кроется в оптимизации логистики. У этих ребят свой ЧПУ-цех, поэтому они режут профиль под 45° сразу на месте, экономя нам 17% на транспортировке готовых изделий.
Важный нюанс: врезной монтаж требует точности до 0,8 мм. Если производитель экономит на калибровке экструзионной линии (а так делают 60% заводов из второго эшелона), потом будем переделывать фурнитуру. У Guangdong WeiBang стабильный допуск ±0,5 мм — проверял микрометром на трех партиях подряд.
Где реально экономят без потерь для качества
С порошковым покрытием часто переплачивают. Бери сразу два в одном — анодирование + покраска. На сайте alum-glasses.ru я подсмотрел эту схему: они наносят порошковый слой прямо на анодированную поверхность. В итоге профиль-ручка не бликует на солнце и не царапается при монтаже.
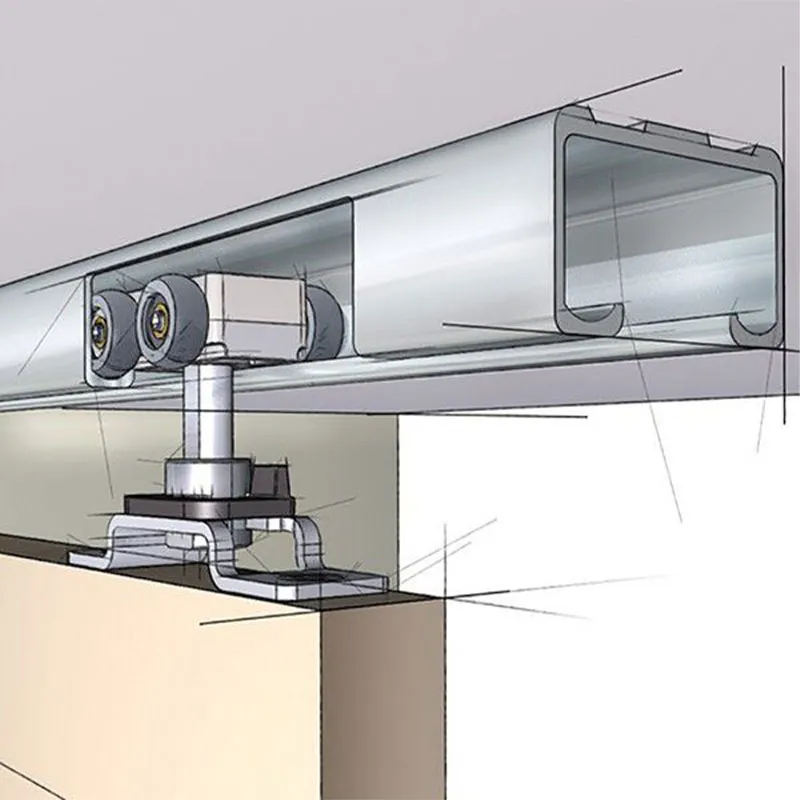
Кстати, про врезной профиль-ручка — самая частая ошибка монтажников: ставят его в тонкостенные перегородки без усилительных вкладок. Потом клиенты жалуются, что ручка люфтит. Мы теперь всегда рекомендуем алюминиевый профиль с толщиной стенки от 1,8 мм, даже если это удорожает конструкцию на 3-4%.
Реальный пример экономии: для торгового центра в Краснодаре заказали партию с комбинированной отделкой — матовая верхняя грань + глянец на боковинах. Guangdong WeiBang сделали это за один проход в печи, хотя обычно такие заказы раскладывают на два цикла. Сэкономили 11% просто за счет грамотного техпроцесса.
О чем не пишут в спецификациях
Тот самый момент, когда дешевый алюминиевый профиль оказывается дорогим: если поставщик не делает предварительную калибровку напряжений после экструзии. У нас был случай — через полгода ручки на стеклянных дверях искривились волной. Металл 'повело' из-за остаточных напряжений.
Сейчас всегда спрашиваю у производителей, есть ли у них участок снятия напряжений. В OOO Гуандун Вэйбан Технологии Алюминиевых Профилей для ответственных заказов используют двухэтапный отжиг — сначала после пресса, потом перед нарезкой. Дороже? Да. Но переделок нет вообще.
Еще тонкость: геометрия тыльной стороны алюминиевый профиль-ручка. Если производитель делает острые углы в посадочном пазу — при вибрации будут микротрещины. У китайцев часто экономят на фасочных ножах, но у этих ребент фрезеровка ЧПУ с автоматическим скруглением кромок.
Почему CNC резка важнее, чем кажется
В прошлом месяце пришлось выбросить 12% профиля из заказа другого поставщика — кривые торцы под 45°. Проблема в том, что они режут обычными пилами, без ЧПУ. А для врезных ручек угол сопряжения должен быть идеальным, иначе щель видна даже без лупы.
На alum-glasses.ru я сначала усомнился в их заявленной точности ±0,2 мм. Проверили лазерным сканером — реально 0,15-0,18 мм. Это как раз тот случай, когда дешево алюминиевый профиль оказывается качественным не вопреки, а благодаря технологии.
Кстати, их фишка — программируют резку так, чтобы избежать поперечных напряжений в зоне крепления. Для врезных ручек это критично: если резать с обычными параметрами, в точке сверления под замок появляются микротрещины.
Когда дешево — значит рискованно
В 2021-м попробовали взять партию у местного производителя — на 18% дешевле, чем у китайцев. Итог: через 4 месяца на профиле появились 'пятна' — оказалось, нарушили технологию обезжиривания перед анодированием. Пришлось менять все ручки в бизнес-центре за свой счет.
Сейчас всегда прошу образцы для ускоренных испытаний. Guangdong WeiBang предоставляют тестовые отрезки — мы их неделю держим в солевой камере. Если после этого нет следов коррозии в зоне реза — можно брать.
Вывод: профиль-ручка врезной дешевый только тогда, когда производитель оптимизировал процессы, а не материалы. У этих ребят как раз — собственная линия порошковой покраски с рекуперацией, что снижает стоимость отделки на 23% без потерь в качестве.
Что проверять в первую очередь
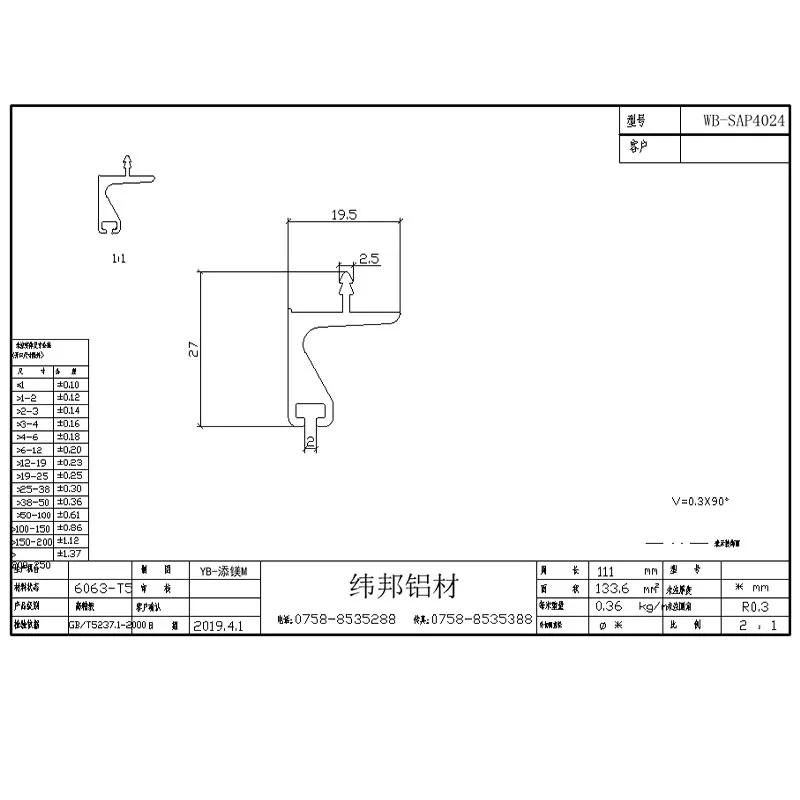
Толщина стенки в зоне паза — минимум 1,5 мм. Многие экономят именно тут, делая 1,2 мм. Через полгода активной эксплуатации паз разбивается.
Состояние поверхности под покраской — проведите монеткой по анодированному слою. Если остаются царапины — значит, использовали дешевый электролит.
Геометрия ответных частей — приложите два профиля из разных партий. Зазор больше 0,3 мм? Отказывайтесь от поставщика.
На сайте https://www.alum-glasses.ru есть технические спецификации — скачайте и сверьте с ГОСТ. У них по многим параметрам даже жестче требования.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты









Связанный поиск
Связанный поиск- Стеклянные ограждения для лестниц производитель
- Дешево вертикальный профиль gola
- Рамка для зеркала заводы
- Китай раздвижная перегородка со стеклом 8мм
- Прямоугольным поручнем 20х20 завод
- Стеклянное ограждение завод
- Одинарная направляющая производители
- Раздвижная перегородка со стеклом 8мм заводы
- Направляющая нижняя заводы
- прямоугольным поручнем 30х30
-


-


-


-



WeChat

-
WhatsApp
