

Дешево двухполозная нижняя
Когда клиенты просят 'дешево двухполозная нижняя', сразу видишь человека, который либо переживает за бюджет, либо просто не сталкивался с реальными ценами на алюминиевые профили. Многие думают, что раз конструкция простая – две направляющих внизу – то и стоимость должна быть копеечной. Но вот в чем загвоздка: дешевизна тут часто достигается за счет толщины стенки или качества анодирования. У нас в OOO Гуандун Вэйбан Технологии Алюминиевых Профилей были случаи, когда заказчики приносили образцы с рынка – вроде бы похоже, а через полгода профиль начинает 'вести' от перепадов температуры.
Почему двухполозная система – это не просто две рейки
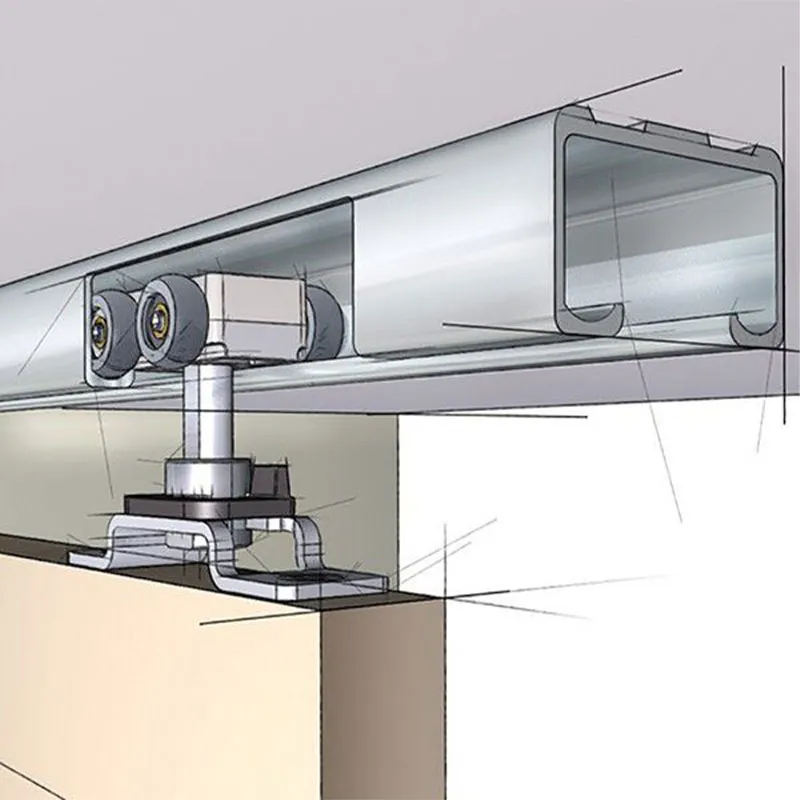
Если брать чисто механику, то двухполозная нижняя система кажется элементарной: две параллельные направляющие, по которым движется створка. Но когда начинаешь считать нагрузки – особенно для стекол больших размеров – вылезают нюансы. Например, разница в распределении веса между верхней подвесной и нижней опорной системой. Верхняя прощает небольшие перекосы, а вот в нижней любой дисбаланс сразу чувствуется – створка начинает подклинивать.
Как-то делали эксперимент с заказом для склада – взяли тонкостенный профиль 1.2 мм вместо стандартных 1.4-1.6 мм. Вроде бы экономия 15%, но при монтаже выяснилось, что крепеж для петель держится ненадежно. Пришлось усиливать конструкцию дополнительными ригелями – в итоге вышло дороже, чем если бы сразу взяли нормальный материал. Теперь всегда советую клиентам смотреть не на цену за метр, а на совокупную стоимость установки.
Кстати, о терминологии – иногда путают 'двухполозную' с 'раздвижной'. В классическом понимании двухполозная предполагает именно нижнюю опору с двумя рельсами, а не тележку с роликами. Это важно, потому что от этого зависит конструкция фурнитуры – например, у нас на сайте alum-glasses.ru есть раздел с типовыми решениями, где показано, как разные системы работают на тестовых стендах.
Анодирование и покрытия: где можно сэкономить, а где – нет
Самый больной вопрос – отделка. Когда клиент хочет 'дешево двухполозная нижняя', первое, что предлагают недобросовестные поставщики – удешевить покрытие. Мол, порошковое напыление вместо анодирования сойдет. Но для нижних направляющих это критично – они постоянно контактируют с влагой, пылью, зимой еще и с реагентами. Дешевое покрытие через сезон начинает шелушиться, ролики царапают защитный слой – и начинается коррозия.
У нас на производстве есть правило: даже для бюджетных линеек минимальная толщина анодного слоя – 15 мкм. Да, это дороже на 20-30%, но зато можем давать гарантию 5 лет без всяких оговорок. Кстати, часто спасает комбинированный подход – например, внешние поверхности идут с декоративным порошковым покрытием, а в пазах и рабочих зонах оставляем анодирование. Такой вариант часто показываем на выставках – он хорошо идет для остекления балконов, где важна и эстетика, и долговечность.
Заметил интересную тенденцию – последние полгода стали чаще запрашивать матовые текстуры вместо глянца. Видимо, сказывается мода на 'скандинавский стиль'. Для двухполозных систем это плюс – матовое покрытие меньше царапается, да и сколы не так заметны. Но здесь важно не переборщить с пигментами – некоторые добавки для матирования снижают адгезию, особенно если используется автоматическая сварка углов.
Ошибки проектирования, которые дорого обходятся
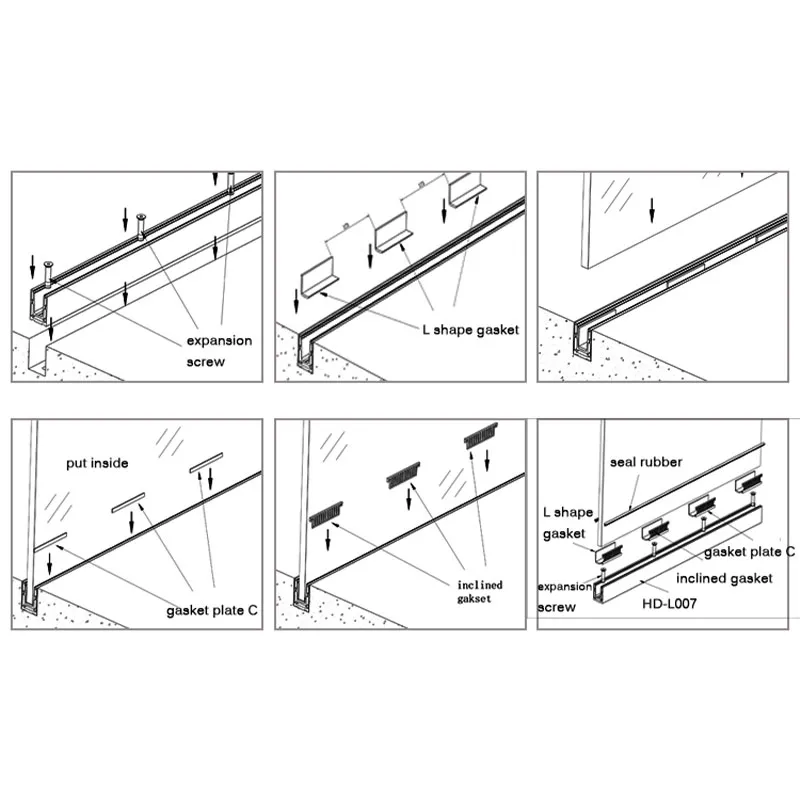
Чаще всего проблемы начинаются на этапе расчета зазоров. Для двухполозной системы критичен точный размер монтажного шва – если оставить меньше 5 мм, то при тепловом расширении профиль начинает тереться о раму. Была история с остеклением торгового центра – архитектор заложил минимальные зазоры 'для красоты', а летом при +35 несколько створок заклинило наглухо. Пришлось переделывать всю систему креплений.
Еще один момент – подготовка основания. Нижние направляющие требуют идеальной горизонтали, перепад даже в 2 мм на метр уже вызывает проблемы с ходом створки. Сейчас всегда рекомендуем использовать лазерный нивелир при монтаже – старые методы с водяным уровнем часто дают погрешность. Кстати, это одна из причин, почему в наших проектах всегда закладываем регулируемые опоры – они позволяют компенсировать неровности до 10 мм.
Мало кто учитывает температурные деформации при больших пролетах. Например, для профиля длиной более 4 метров линейное расширение может достигать 3-4 мм между зимой и летом. Если не предусмотреть компенсационные зазоры, то конструкция будет работать на излом. Как-то разбирали претензию по объекту в Сочи – там как раз не учли этот нюанс, и через год направляющие повело 'пропеллером'. Теперь в технических требованиях всегда прописываем этот момент.
CNC резка и ее влияние на стоимость
Многие недооценивают важность точной резки для двухполозных систем. Кажется – что сложного, отрезать профиль под 45 градусов? Но если угол 'уходит' даже на полградуса, получается щель в стыке, которая нарушает геометрию всей конструкции. Раньше пробовали экономить на этом этапе – использовали ручные пилы с направляющими. Результат был стабильно нестабильным – погрешность до 1 мм на стыке.
Перешли на ЧПУ станки – и сразу ушли от 80% рекламаций по геометрии. Да, это увеличивает себестоимость на 8-10%, но зато можем гарантировать совместимость всех элементов. Кстати, интересный момент – для двухполозных систем особенно важен контроль качества торцов после резки. Если остается заусенец, он быстро изнашивает уплотнители – проверяли на ускоренных испытаниях в лаборатории.
Сейчас внедряем систему, когда каждый профиль маркируется штрих-кодом – это позволяет отслеживать всю историю обработки. Клиенты сначала удивляются, зачем такие сложности для 'простой направляющей', но когда видят, что все детали становятся как в конструкторе – понимают преимущество. Особенно это важно для крупных объектов, где монтаж ведут несколько бригад одновременно.
Экструзия: почему геометрия важнее цены
Самое сложное в производстве двухполозных профилей – выдержать одинаковую геометрию по всей длине. Кажется, что раз конфигурация простая, то и проблем быть не должно. Но на практике даже небольшой перекос стенки в 0.3 мм приводит к тому, что ролики движутся с разным усилием. Заметил это, когда анализировал возвраты от клиентов – в 60% случаев дело было в неравномерной толщине стенки.
У нас на экструзионной линии стоит система лазерного контроля сечения – она каждые 2 метра проверяет 12 ключевых параметров. Да, это оборудование дорогое, но без него нельзя гарантировать стабильность. Кстати, именно из-за таких требований мы не беремся делать ультра-дешевые профили – проще отказаться от заказа, чем потом разбираться с претензиями.
Интересный опыт получили при работе с арктическими заказами – там требования к алюминиевым сплавам особые. Стандартный АД31 не всегда подходит для температур ниже -45, пришлось разрабатывать специальную рецептуру с добавками магния. Это конечно не относится напрямую к двухполозным системам, но показывает, насколько важно учитывать условия эксплуатации. Кстати, такие профили мы как раз делаем с усиленными стенками – до 2 мм, хотя стоимость получается выше рыночной на 25-30%.
Что в итоге стоит за словом 'дешево'
За годы работы понял одну простую вещь – настоящая экономия достигается не за счет снижения цены, а за счет увеличения срока службы. Двухполозная система – это не та конструкция, на которой стоит экономить. Лучше заплатить на 20% дороже, но получить профиль, который прослужит 15 лет вместо 5.
Сейчас при подборе решений всегда показываю клиентам сравнительную таблицу – начальная стоимость против стоимости владения. Когда люди видят, что дешевый вариант требует замены уплотнителей каждый год, а наш – раз в 5 лет, выбор становится очевидным. Кстати, это касается и фурнитуры – для нижних систем особенно важны стальные ролики с защитой от коррозии, а не пластиковые подшипники.
В OOO Гуандун Вэйбан Технологии Алюминиевых Профилей постепенно отказываемся от понятия 'бюджетный сегмент' в его традиционном понимании. Вместо этого предлагаем модульные системы – когда клиент может выбрать базовую конфигурацию, а потом при необходимости докупить улучшения. Например, начать с стандартного анодирования, а через год добавить порошковое покрытие – технологически это возможно, если изначально заложены правильные допуски.
Если резюмировать – гонясь за дешевизной, мы почти всегда проигрываем в качестве. А в случае с двухполозными системами это особенно критично, потому что ремонт или замена обходятся дороже, чем первоначальная экономия. Проверено на десятках объектов – от частных балконов до промышленных цехов.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Горизонтальный нижний профиль
Горизонтальный нижний профиль -
 Накладка для подвесной системы
Накладка для подвесной системы -
 Рама для стеклянной полки
Рама для стеклянной полки -
 Направляющая для гардероба
Направляющая для гардероба -
 Поручень для лестничных
Поручень для лестничных -
 Трек алюминиевый с держателем неподвижно 5876
Трек алюминиевый с держателем неподвижно 5876 -
 Профиль вертикальный
Профиль вертикальный -
 Лестничные ограждения
Лестничные ограждения -
 Делитель
Делитель -
 Направляющая верхняя
Направляющая верхняя -
 Ручка для гардероба
Ручка для гардероба -
 Рамочный фасадный профиль
Рамочный фасадный профиль
Связанный поиск
Связанный поиск-


-


-


-



WeChat

-
WhatsApp
