

Дешево четкие линии алюминиевого профиля
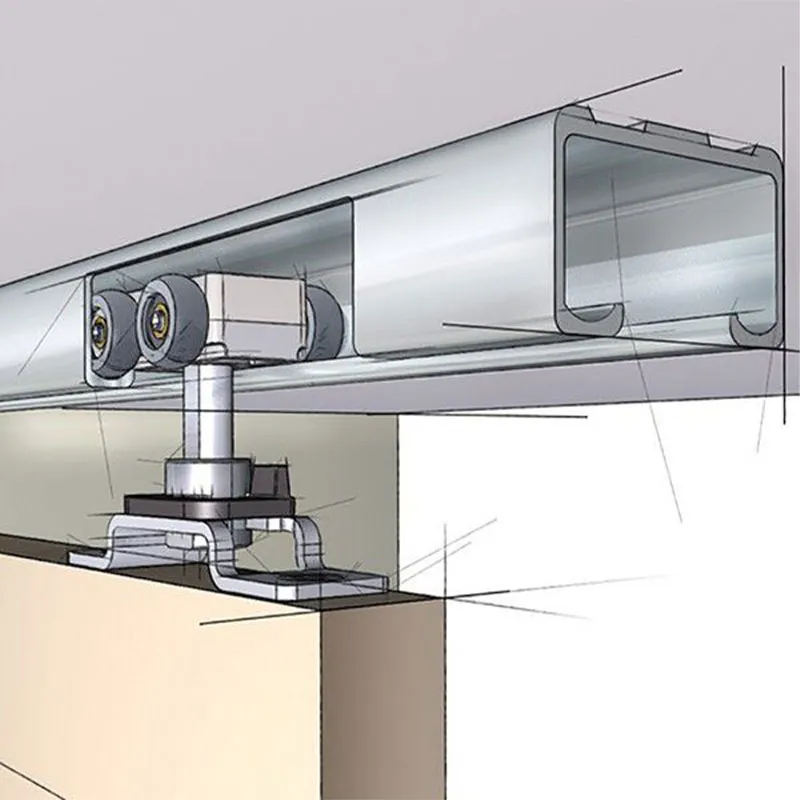
Когда слышишь 'дешево четкие линии', первое, что приходит в голову — компромисс. В нашей отрасли многие думают, что резкие геометрические формы и низкая цена несовместимы. Но за 12 лет работы с экструзией я видел, как эта иллюзия разбивается о реальные кейсы. Например, когда мы для логистического комплекса под Тверью делали направляющие системы — там как раз сошлись точность линий и бюджетные ограничения.
Почему дешевое не всегда значит 'с заусенцами'
Самый частый миф — будто экономия на экструзии неизбежно ведет к волнам на поверхностях. На практике все упирается в контроль матрицы. У нас на производстве OOO Гуандун Вэйбан Технологии Алюминиевых Профилей есть старый пресс 1998 года, но с переточенной оснасткой он дает геометрию точнее, чем некоторые новые китайские аналоги. Секрет в том, чтобы не гнаться за премиальными марками сплавов, а правильно выставлять температурный режим.
Как-то раз пришлось переделывать партию для мебельной фабрики в Мытищах — заказчик требовал идеальные стыки под стеклянные фасады. Сначала попробовали удешевить за счет скорости экструзии, получили 'плывущие' углы. Пришлось комбинировать порошковое покрытие с ручной калибровкой — в итоге вышли в бюджет, но с потерей двух дней на перенастройку ЧПУ.
Важный нюанс: четкость линий часто теряется не на экструзии, а на этапе резки. Мы для таких случаев держим отдельный набор фрез с полимерным напылением — они хоть и дороже, но дают чистый срез без последующей фрезеровки.
Кейс: профиль для витринного оборудования
В 2022 году делали серию профилей для торгового оборудования — требовались идеальные стыковочные узлы по минимальной цене. После трех пробных экструзий остановились на комбинации анодирования и матового покрытия. Интересно, что клиент изначально просил глянец, но после тестов согласился, что матовая поверхность визуально скрывает микропогрешности.
Тут важно отметить: при анодировании толщина слоя критична для сохранения геометрии. Мы шли экспериментальным путем — наращивали слой с шагом 5 мкм, пока не нашли точку, где цена еще не взлетает, а линии уже 'не плывут'. Получилось уложиться в 120 рублей за погонный метр при серийности от 500 м.
Кстати, о станках ЧПУ — для этого заказа мы специально дорабатывали программу резки углов. Стандартный алгоритм давал погрешность в 0.3 мм на стыке, что для стеклянных витрин было неприемлемо. Пришлось комбинировать лазерную разметку с механической обработкой.
Где экономить точно не стоит
Есть три узла, где попытка сэкономить убивает четкость линий: система охлаждения профиля после выхода из пресса, качество полимерных добавок для покрытия и точность ЧПУ-оборудования. Как-то пробовали работать с более дешевыми итальянскими резаками — в итоге вернулись к немецким, пусть и на 15% дороже.
Особенно критичен момент с порошковым покрытием. Дешевые составы дают неравномерную усадку при полимеризации — профиль буквально 'ведет' на 2-3 мм по длине. После нескольких неудачных экспериментов мы теперь используем только материалы с контролем вязкости — да, это плюс 7% к стоимости, но зато нет брака по геометрии.
Кстати, на сайте alum-glasses.ru мы как раз выложили технические памятки по этому поводу — там есть конкретные цифры по допустимым отклонениям для разных типов профилей.
Почему алюминий, а не сталь или пластик
Многие заказчики сначала спрашивают про стальные аналоги — мол, прочнее и дешевле. Но когда объясняешь, что сталь не дает таких четких граней из-за пружинения при гибке, обычно соглашаются на алюминий. Особенно это важно для светопрозрачных конструкций — там любая неровность линии создает оптические искажения.
Пластик вообще отдельная история — он дешевле, но для четких линий требуется сложная оснастка, что сводит на нет экономию. Мы в OOO Гуандун Вэйбан Технологии Алюминиевых Профилей как-то считали для одного завода — при тираже от 1000 м алюминий оказывался выгоднее ПВХ на 12% с учетом долговечности.
Запомнился случай с архитектурным бюро — они заказали пробную партию алюминиевых профилей для фасадной системы, потом вернулись через полгода и взяли еще на три объекта. Говорят, подрядчики отметили, что монтаж идет быстрее за счет точной геометрии.
Что в итоге работает
Сейчас мы для бюджетных проектов используем связку: стандартный сплав 6060, упрощенное анодирование (толщиной 8-10 мкм) и усиленный контроль на выходе с пресса. Это дает стабильное качество при цене от 90 рублей за метр. Для более требовательных заказов — прецизионная экструзия с последующей калибровкой на ЧПУ.
Интересно, что иногда 'дешево и четко' получается за счет грамотного проектирования соединений — когда сложную геометрию переносишь с основного профиля на доборные элементы. Так мы сделали для одного складского комплекса — сэкономили заказчику около 200 тысяч на метраже без потери качества.
Если резюмировать — добиться четких линий при низкой цене реально, но нужен системный подход от выбора сплава до постобработки. И да, готовьтесь к тому, что первые партии придется долго тестировать — идеальных рецептов нет, каждый случай уникален.
Соответствующая продукция
Соответствующая продукция








Самые продаваемые продукты
Самые продаваемые продукты






Связанный поиск
Связанный поиск- Т-образный профиль производитель
- Крепежный профиль поставщик
- Китай трек двойной
- Четкие линии алюминиевого профиля поставщики
- Дешево профиль для шкафов купе
- Профиль гола вертикальный поставщики
- Рамка верхняя производители
- Дешево офисная стеклянная перегородка
- Большие зеркала алюминиевой рамкой поставщики
- Китай каркасный мебельный профиль
-


-


-


-



WeChat

-
WhatsApp
