

Дешево gola профиль-ручка для верхней базы
Вот этот запрос 'дешево gola профиль-ручка для верхней базы' — сразу видно, что человек ищет бюджетный вариант, но не понимает, где кроются основные риски. Многие думают, что профиль-ручка — это просто полоса металла с отверстиями, но на самом деле тут каждый миллиметр просчитан.
Почему дешевые варианты gola профиль-ручки часто подводят
Работая с OOO Гуандун Вэйбан Технологии Алюминиевых Профилей, мы постоянно сталкиваемся с клиентами, которые сначала пытались сэкономить. Помню случай, когда заказчик привез партию ручек из Азии по цене втрое ниже рыночной — через полгода пришлось демонтировать всю систему из-за деформации крепежных пазов.
Основная проблема — нарушение геометрии замковой части. Если производитель экономит на калибровке экструзии, ручка либо не фиксируется в верхней базе, либо создает постоянное напряжение в узле. Проверяли как-то образцы — отклонение всего на 0.8 мм, а уже появляется люфт.
Еще момент: толщина стенки в зоне крепления. Для нормальной нагрузки нужно минимум 1.8 мм, но в дешевых аналогах часто 1.2-1.4 мм. Кажется, разница небольшая, но при ветровой нагрузке это критично.
Технологические нюансы производства профиль-ручек
На нашем производстве в alum-glasses.ru процесс начинается с подбора сплава. Для ручек используем 6060-T66 — оптимальное соотношение прочности и гибкости. Некоторые пытаются ставить 6063, но для верхней базы это не всегда подходит.
Экструзия — ключевой этап. Важно не просто выдавить профиль, а выдержать радиусы в зоне изгиба. Если сделать слишком острый угол — будет концентратор напряжения. Слишком плавный — потеря жесткости. Нашли баланс при радиусе 2.5-3 мм.
Порошковое покрытие — отдельная история. Для ручек обязательно двухслойное нанесение: сначала адгезионный грунт, потом полимер. Иначе через сезон появятся сколы в местах контакта с фурнитурой.
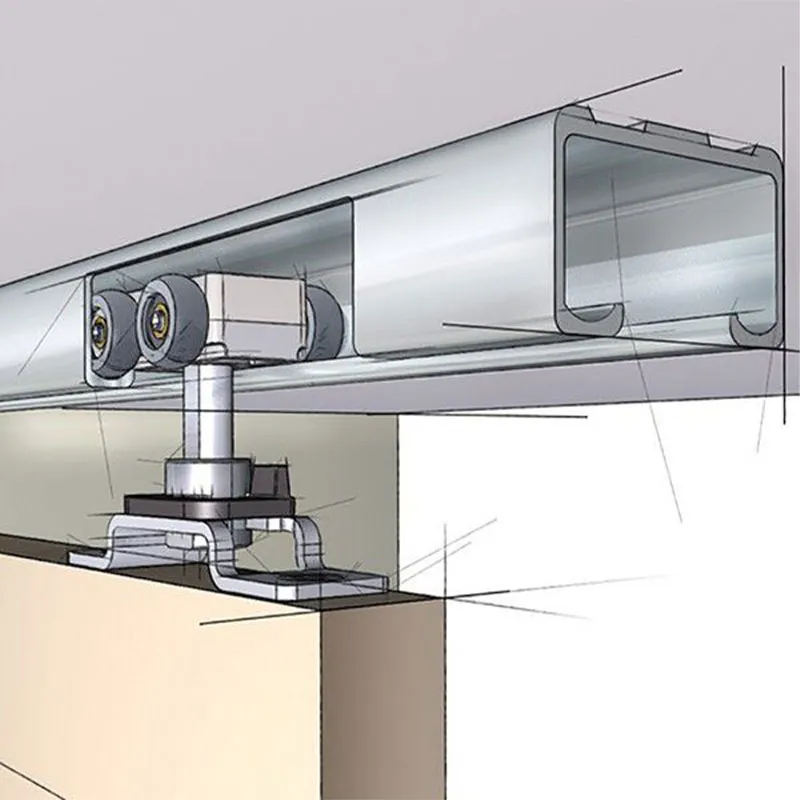
Ошибки монтажа, которые сводят на нет качество профиль-ручки
Даже с хорошим профилем от Гуандун Вэйбан можно испортить всю систему неправильной установкой. Чаще всего ошибаются с затяжкой крепежных винтов — пережимают, деформируя направляющий паз.
Видел ситуацию, когда монтажники использовали стандартные саморезы вместо специализированных с пресс-шайбой. Результат — через месяц ручка начала отходить от базы, появился зазор.
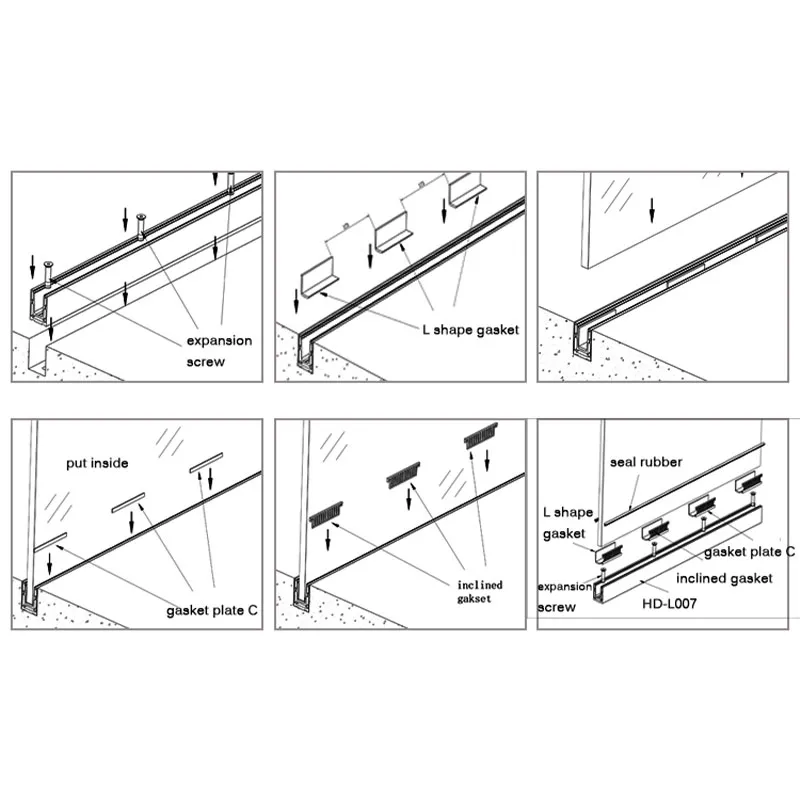
Еще важный момент — тепловые зазоры. При монтаже в жару многие забывают оставлять компенсационный зазор 1.5-2 мм. Зимой профиль сжимается, и ручку может просто вырвать из креплений.
Кейс: как мы подбирали gola профиль-ручку для торгового центра
Был проект — остекление атриума высотой 12 метров. Заказчик сначала хотел сэкономить, но после расчетов нагрузок согласился на наш вариант. Использовали профиль-ручку с усиленным ребром жесткости — пришлось делать индивидуальную оснастку для экструзии.
Самое сложное было рассчитать точки крепления — стандартные 400 мм не подходили, уменьшили до 300 мм. И дополнительно поставили компенсаторы линейного расширения.
Сейчас система работает третий год — никаких нареканий. Хотя изначально заказчик сомневался, не переплачиваем ли мы за 'лишние' опции.
Практические советы по выбору и применению
Всегда смотрите на обработку торцов — если видите заусенцы или неровности, это признак кустарного производства. У нас на alum-glasses.ru каждая ручка проходит ЧПУ-обработку с последующей полировкой кромок.
Обращайте внимание на маркировку — должна быть указана не только марка сплава, но и дата производства, номер партии. Это важно для отслеживания возможных дефектов.
При тестировании попробуйте несколько раз установить и снять ручку с базы — ход должен быть плавным, без заеданий. Если чувствуете сопротивление — вероятно, проблемы с геометрией.
И главное — не гонитесь за самой низкой ценой. Экономия 20-30% на профиле может обернуться вдвое большими расходами на перемонтаж и ремонт. Лучше выбрать надежного поставщика вроде Гуандун Вэйбан, который дает гарантию и техническую поддержку.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты






Связанный поиск
Связанный поиск- Делитель завод
- Раздвижная система (воздушный рельсовый путь) поставщики
- Профиль c-образныйдля нижних 4022 завод
- Каркасный профиль 45 мм
- Раздвижная перегородка со стеклом 8мм заводы
- Раздвижной гардероб
- Стеклянное ограждение поставщики
- Каркасный профиль 45 мм заводы
- Стеклянные ограждения для лестниц
- Межкомнатные стеклянные перегородки поставщик
-


-


-


-



WeChat

-
WhatsApp
