

Китай алюминиевый рамочный профиль 5030
Когда слышишь про алюминиевый профиль 5030, первое, что приходит в голову — это типовой конструкционный элемент для сборных рам. Но на практике с ним связано столько нюансов, что даже опытные монтажники иногда ошибаются в выборе толщины стенки или типа покрытия. Я работаю с такими профилями больше семи лет, и до сих пор сталкиваюсь с ситуациями, когда клиенты присылают чертежи с завышенными требованиями к жесткости, не учитывая реальные нагрузки. Вот, например, в прошлом месяце мы получили заказ на партию профилей для выставочных стендов — заказчик настаивал на усиленном анодировании, хотя для временных конструкций это просто лишняя трата. Пришлось объяснять, что матовое порошковое покрытие справится не хуже, да и по стоимости выйдет на 20% дешевле. Кстати, именно тогда снова вспомнил про алюминиевый профиль 5030 — его часто используют в таких проектах из-за стандартных пазов под стёкла и фурнитуру.
Технические особенности профиля 5030
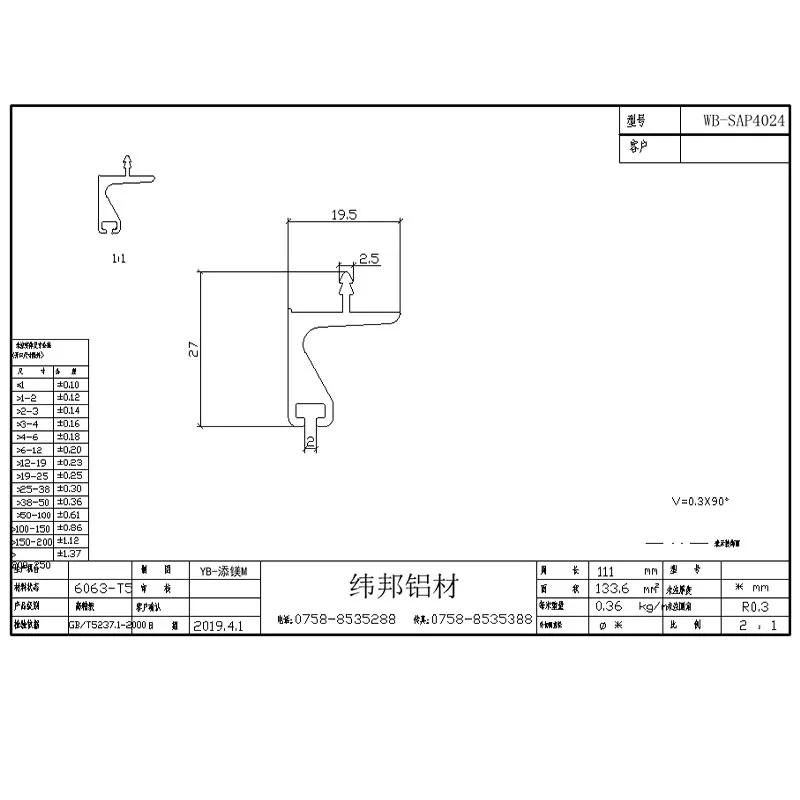
Если разбирать геометрию 5030 профиля, то многие упускают из виду угол скругления рёбер. В китайских каталогах обычно указывают R2 или R3, но на деле это влияет на стыковку с угловыми соединителями. Однажды пришлось переделывать целую партию крепежей из-за того, что заказчик купил профиль с R3, а в проекте были заложены соединители под R2. Причём визуально разница почти незаметна — пока не соберёшь конструкцию, не поймёшь.
Что касается сплава, то здесь чаще всего идёт АД31 — неплохой баланс между ценой и прочностью. Но для уличных конструкций я бы рекомендовал уточнять у поставщика наличие легирующих добавок. Как-то раз мы заказали партию у OOO Гуандун Вэйбан Технологии Алюминиевых Профилей — они как раз подробно расписали состав сплава и даже прислали протоколы испытаний на коррозионную стойкость. Это сэкономило время на самостоятельных проверках.
Ещё важный момент — допуски по ширине паза. В спецификациях пишут ±0,2 мм, но при сборке с уплотнителями даже отклонение в 0,1 мм может создать проблемы. Мы обычно просим поставщиков делать выборочный замер каждого десятого профиля в партии. На сайте alum-glasses.ru я видел, что они предлагают ЧПУ-резку с контролем размеров — возможно, стоит попробовать для критичных проектов.
Ошибки в выборе покрытий
Анодирование против порошковой покраски — это вечный спор. Для рамочного профиля 5030 я бы не советовал анодирование толщиной более 15 мкм, если речь не идёт о агрессивной среде. Как-то сделали заказ для пищевого цеха — заказчик настоял на толстом анодировании, а через полгода появились потёки от постоянной обработки щелочными растворами. Оказалось, что матовое порошковое покрытие держалось бы лучше — его проще обновлять локально.
Цветовые палитры — отдельная тема. Стандартный белый RAL 9016 иногда даёт желтизну при неправильном температурном режиме полимеризации. Мы работали с партией от OOO Гуандун Вэйбан — они используют итальянские порошки и строго контролируют печь. Но даже у них бывают партии с лёгким отклонением оттенка, поэтому для крупных объектов всегда запрашиваем цветовые карты заранее.
А вот матовые покрытия скрывают мелкие дефекты экструзии — царапины, волны. Но их сложнее мыть. Для торгового оборудования это критично — приходится объяснять клиентам, что глянец практичнее, хоть и дороже.
Практика обработки на ЧПУ
С алюминиевым профилем 5030 часто приходится делать фрезеровку под крепления — тут важна скорость подачи инструмента. Если превысить, появляется грат, который потом мешает стыковке. Мы обычно ставим обороты не выше 12000 об/мин и подачу 2 м/мин. Кстати, на том же alum-glasses.ru упоминают, что делают ЧПУ-резку с автоматическим удалением заусенцев — полезная опция для серийных заказов.
Охлаждение — ещё один момент. Без подачи эмульсии профиль начинает 'вить' — особенно при сверлении отверстий диаметром больше 8 мм. Как-то испортили 12 метров профиля из-за перегрева — пришлось срочно менять техпроцесс. Теперь всегда используем СОЖ, даже для простых операций.
Резка под углом — казалось бы, элементарная операция. Но если торец не зачистить, потом будут зазоры в угловых соединениях. Мы пробовали разные методы — от ручной зачистки до шлифовальных лент. Самое стабильное качество даёт фрезерная обработка торца, но это удорожает конструкцию на 5-7%.
Логистика и складирование
Длина профиля 5030 в стандартной поставке — 6 метров, но для перевозки это не всегда удобно. Однажды заказали 200 шт. — пришлось нанимать длинномер, хотя можно было разбить на партии по 3 метра. Теперь всегда уточняем у клиентов транспортные габариты. OOO Гуандун Вэйбан предлагают резку в размер — это удобно, но нужно учитывать, что каждый рез увеличивает стоимость на 3-4%.
Хранение — профили нельзя складировать 'внавал', как иногда делают в цехах. Деформированные пазы почти невозможно выправить. Мы используем стеллажи с шагом 1,5 метра и прокладками из EVA-пены. Да, это занимает место, но зато нет брака при отгрузке.
Упаковка — плёнка + картон по углам. Казалось бы, мелочь, но без картонных уголков на торцах при перевозке появляются вмятины. Проверено на трёх разных логистических компаниях.
Экономические аспекты применения
Стоимость китайского алюминиевого профиля 5030 сильно зависит от объёма заказа. Но многие не учитывают, что при заказе от 5 тонн можно торговаться по цене экструзии. Мы как-то снизили цену на 12%, согласившись на смешанную партию с другими типоразмерами. OOO Гуандун Вэйбан в таких случаях часто предлагают скидки на порошковое покрытие — видимо, у них свой расчёт экономии на переналадке линий.
Сроки — стандартные 4-5 недель на изготовление и доставку в Россию. Но если нужна срочная партия, лучше заказывать готовый профиль со склада в Москве — правда, там редко бывает нужная длина. Мы обычно комбинируем: базовые позиции берём со склада, нестандартные — под заказ.
Брак — даже у проверенных поставщиков бывает 2-3% дефектных изделий. Мы всегда закладываем этот процент в стоимость проекта. Интересно, что на alum-glasses.ru прямо указано про замену брака в течение 14 дней — пока не проверяли на практике, но звучит уверенно.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты







Связанный поиск
Связанный поиск- Ванна стеклянная перегородка для ванной производитель
- Раздвижные системы производитель
- Рама из анодированного алюминия заводы
- Верхний направляющий профиль поставщики
- Межкомнатные стеклянные перегородки поставщик
- Зеркальная алюминиевая рама завод
- Трек одинарный
- Алюминиевый трек производители
- Дешево профиль рамочный 45mm
- Профиль компенсатор заводы
-


-


-


-



WeChat

-
WhatsApp
