

Китай нижняя двойная направляющая
Когда слышишь про Китай нижняя двойная направляющая, первое, что приходит в голову — дешёвые аналоги европейских комплектующих. Но за десять лет работы с алюминиевыми профилями понял: китайские производители научились делать направляющие, которые порой превосходят ожидания. Хотя подводных камней хватает — от несоответствия чертежей до проблем с термообработкой.
Почему именно двойная конструкция
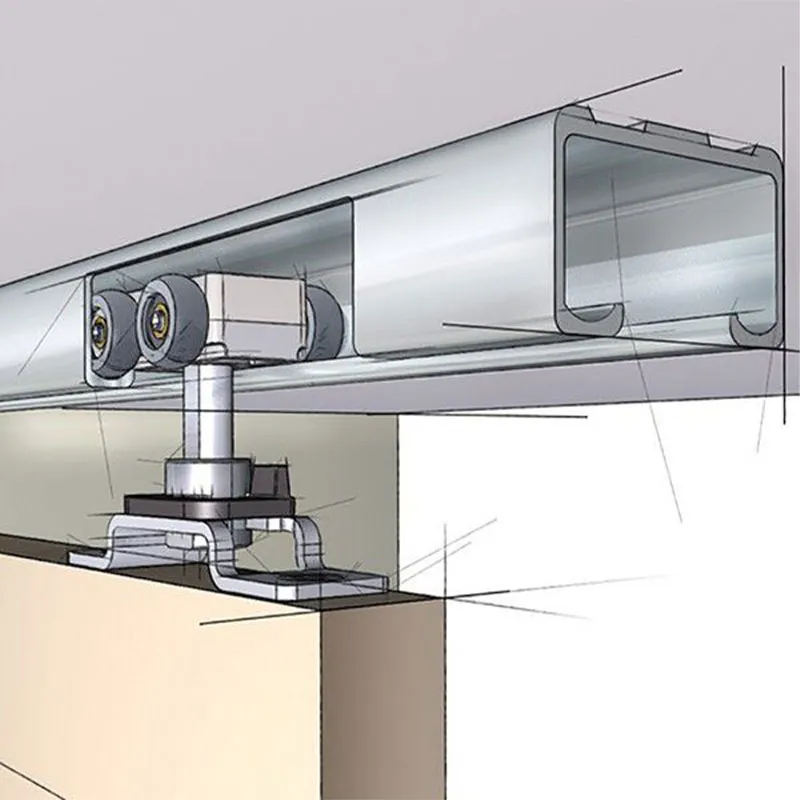
В проектах для медицинских стеллажей мы изначально ставили одинарные направляющие — казалось, экономнее. Но после серии поломок под нагрузкой 80 кг пришлось пересмотреть подход. Нижняя двойная направляющая дала распределение напряжения по всей длине, плюс уменьшила люфт на стыках. На тестах в OOO Гуандун Вэйбан Технологии Алюминиевых Профилей видно, как двойная система держит циклические нагрузки до 20 000 циклов — для складов это критично.
Заметил нюанс: китайские поставщики часто экономят на толщине стенок внутреннего паза. Вроде бы по ГОСТу проходит, но при -25°C алюминий становится хрупким — появляются микротрещины. Приходится дополнительно проверять сертификаты на сплав АД31Т.
Кстати, о совместимости. Не все ролики от европейских брендов становятся в китайские направляющие — разница в допусках всего 0.5 мм, но этого хватает для заклинивания. Мы в таких случаях заказываем фрезеровку пазов под конкретный проект на ЧПУ — благо, https://www.alum-glasses.ru даёт такую опцию.
Ошибки при монтаже
Самая частая проблема — неправильная подготовка основания. Как-то ставили направляющие на неровный бетонный пол, решили выровнять прокладками. Через месяц клиент жаловался на скрип — оказалось, динамические нагрузки сместили анкеры. Пришлось демонтировать и заливать выравнивающую стяжку.
Ещё момент: многие забывают про температурные зазоры. В цеху с перепадами влажности алюминий ?гуляет? до 3 мм на 6 метров. Если жёстко закрепить — конструкция ведёт. Сейчас всегда оставляем компенсационные промежутки по 1.5 мм на стык.
И да, смазка! Сухая направляющая изнашивается втрое быстрее. Проверяли на образцах от OOO Гуандун Вэйбан — их анодирование держит смазочный слой дольше, но всё равно рекомендую обслуживать каждые 6 месяцев.
Сравнение технологий обработки
Порошковое покрытие против анодирования — вечный спор. Для пищевых производств брали анодированные направляющие — думали, лучше противостоят коррозии. Но после обработки хлорсодержащими моющими средствами появились пятна. Перешли на эпоксидное порошковое покрытие — дороже, но держит агрессивную среду.
Заметил, что китайские поставщики стали предлагать комбинированную обработку: сначала анодирование, потом покрытие. В теории это увеличивает срок службы, но на практике сложно контролировать адгезию между слоями. Из трёх партий две прошли испытания соляным туманом — третья отслоилась за месяц.
Кстати, о резке. Лобзиком резать направляющие — преступление. Только ЧПУ с охлаждением, иначе на кромках появляются заусенцы, которые рвут уплотнители. Мы всегда заказываем порезку напрямую у производителя — у https://www.alum-glasses.ru есть станки с точностью до 0.1 мм.
Реальные кейсы нагрузок
В логистическом центре под Москвой ставили нижние двойные направляющие для конвейерных линий. Расчётная нагрузка — 120 кг/м, но в пиковые дни доходило до 200 кг. Через полгода проверили — прогиб в пределах нормы, но крепёжные отверстия разболтались. Пришлось ставить дополнительные кронштейны через каждый метр вместо штатных 1.5 м.
А вот для архивных стеллажей перестраховались — взяли направляющие с запасом прочности 150%. Зря потраченные деньги — документы не создают таких нагрузок, как паллеты. Теперь всегда считаем массу груза плюс коэффициент динамики — для ручной тележки минимум 1.3.
Интересный случай был в цеху с вибрациями от пресса. Стандартные направляющие давали резонанс — пришлось заказывать модели с демпфирующими вставками. Китайские инженеры предложили вариант с полиамидными прокладками — шум снизился на 15 дБ.
Что в итоге
Сейчас для 70% проектов беру китайские направляющие — когда знаешь нюансы, они работают не хуже немецких. Главное — не гнаться за самой низкой ценой и требовать тестовые образцы. OOO Гуандун Вэйбан в этом плане надёжнее многих: высылают протоколы испытаний и дают техконсультации.
Из последнего — попросили их сделать направляющие с нестандартным сечением паза под ролики от старого оборудования. Сделали за две недели, правда, пришлось доплатить за перенастройку экструдера. Но это всё равно вышло дешевле, чем заказывать в Европе.
Так что если нужны нижние двойные направляющие — смотрите не на страну производства, а на конкретные техусловия и репутацию завода. И всегда тестируйте в реальных условиях перед массовой закупкой.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты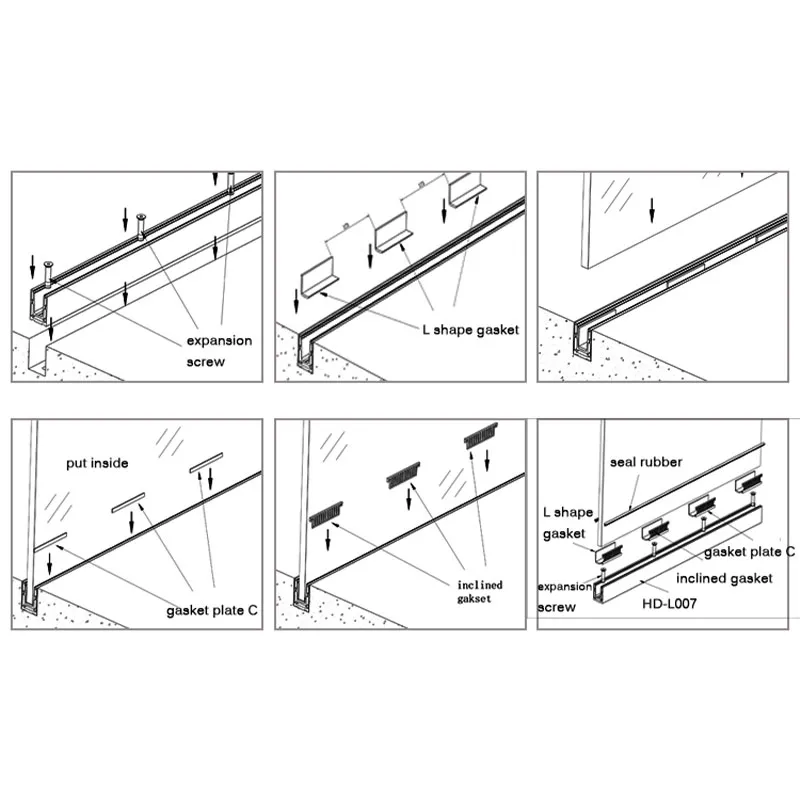






Связанный поиск
Связанный поиск- Китай алюминиевый п-профиль для стекла 8 мм
- Ручка корпусной мебели заводы
- Рамка для зеркала
- Алюминиевый рамочный профиль 5030 поставщик
- Алюминиевая направляющая
- Китай профили для душевой кабины
- Китай верхний каркасный профиль для мебели
- Профиль рамочный 45mm поставщики
- Профиль вертикальный производитель
- Раздвижная система
-


-


-


-



WeChat

-
WhatsApp
