

Китай овальная
Когда слышишь ?Китай овальная?, первое, что приходит в голову — типовые алюминиевые профили для овальных стеклянных перегородок. Но за этой простой формулировкой скрывается масса подводных камней: от точности геометрии дуг до совместимости с крепежом европейского производства. В нашей практике ООО ?Гуандун Вэйбан Технологии Алюминиевых Профилей? не раз сталкивались с заказчиками, которые покупали ?овальные профили? по каталогу, а потом месяцами подгоняли стыковку под местные стекла.
Почему овальный профиль — это не просто изогнутая труба
В 2018 году мы получили заказ на остекление офиса в Москве — нужно было собрать полуовальные перегородки с радиусом 1200 мм. Клиент привез профиль от другого поставщика, уверяя, что ?все параметры соблюдены?. При распаковке оказалось: внутренний паз под стекло имеет отклонение в 2 мм по глубине. Казалось бы, мелочь? Но именно эти 2 мм привели к тому, что силиконовые уплотнители не держались, а стекла ?гуляли? на стыках.
После этого случая мы ввели обязательную проверку Китай овальная профилей на координатно-измерительной машине. Выяснилось: даже у проверенных фабрик бывают партии с плавающим радиусом. Особенно критично для анодированных образцов — после обработки геометрия иногда ?уводит? на 0.5-1°. Для стандартных прямоугольных систем это некритично, но в овалах такие погрешности накапливаются по дуге.
Сейчас мы всегда запрашиваем у поставщиков не только сертификаты, но и тестовые отчеты по трем точкам дуги. Если видим, что контроль проведен только по концам и середине — это красный флаг. На практике прогиб часто возникает между точками замера.
Анодирование vs порошковое покрытие: что выбрать для изогнутых профилей
Для проекта в Сочи в 2021 году мы заказали партию Китай овальная профилей с матовым анодированием. Казалось логичным — анодировка лучше переносит изгиб. Но на стыках секций проступили микротрещины покрытия. Технологи с завода-изготовителя объяснили: при гибке готового профиля структура оксидного слоя нарушается. Правильнее гнуть заготовку до анодирования, но это удорожает процесс на 25-30%.
С порошковым покрытием проще — его наносят на готовые гнутые профили. Но здесь свои риски: при радиусе менее 900 мм возможно образование ?апельсиновой корки?. Мы отработали технологию с двойной полимеризацией — сначала базовый слой при 180°C, затем финишный при 200°C. Да, энергозатраты выше, но за три года ни одной рекламации по отслоению.
Кстати, на сайте https://www.alum-glasses.ru мы выложили сравнительную таблицу по устойчивости покрытий. Там есть конкретные цифры по тестам в соляной камере — анодирование держит 3000 часов, порошок 4500. Но для овалов с большим радиусом все равно рекомендуем анодирование — визуально стыки менее заметны.
Подводные камни ЧПУ-резки гнутых профилей
Самая частая ошибка — попытка резать овальные профили на стандартных ЧПУ-станках с плоскими прижимами. В 2019-м мы испортили 12 метров профиля, прежде чем разработали магнитные кондукторы с регулируемым углом. Теперь на производстве ООО ?Гуандун Вэйбан? для каждой партии овалов делаем индивидуальные оснастки.
Еще важный момент: многие не учитывают пружинение алюминия после резки. Особенно заметно на тонкостенных профилях — после отрезки под 45° для стыковки дуг концы ?разъезжаются? на 1-3 мм. Приходится вводить поправочные коэффициенты в УП для станков. Наш технолог ведет таблицу поправок для разных сплавов — например, для 6060-T5 компенсация составляет 0.8° на каждый метр радиуса.
Сейчас мы тестируем лазерную резку для малых радиусов (до 500 мм). Пока дорого, но для премиальных объектов уже применяем — особенно для профилей со скрытыми каналами под подсветку.
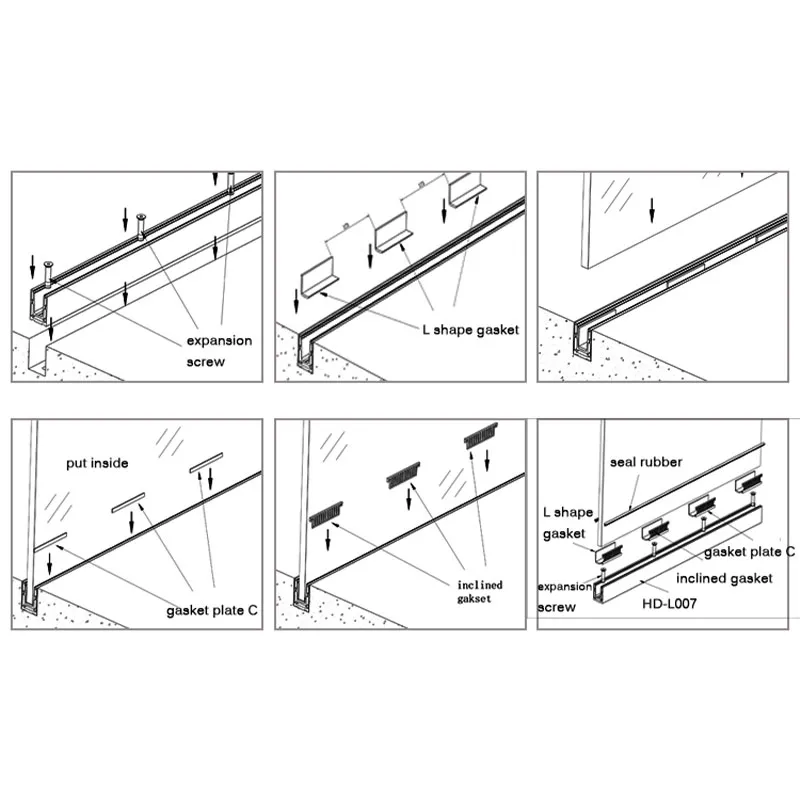
Монтажные особенности: что не пишут в инструкциях
При монтаже овальных перегородок в бизнес-центре на Можайке столкнулись с парадоксом: идеально подогнанные профили давали зазоры при установке. Оказалось, проблема в фундаментах — плита перекрытия имела отклонение по горизонтали 4 мм на 10 метров. Для прямых систем это некритично, а овал ?выкручивало?.
Теперь всегда делаем лазерное сканирование основания перед заказом профилей. Если перепад более 2 мм — проектируем компенсационные прокладки. Дополнительная работа, но избегаем проблем на сборке.
Еще один нюанс — температурные швы. Для России с ее перепадами температур это особенно актуально. Рассчитываем зазоры по формуле: длина дуги × коэффициент линейного расширения алюминия × ΔT. Для московского региона закладываем ΔT=70°C (от -30 зимой до +40 на солнце). Многие этим пренебрегают, потом удивляются, почему летом ?гудит? конструкция.
Кейс: овальный зимний сад с панорамным остеклением
В 2022 году реализовали сложный проект — овальный зимний сад с радиусом 2400 мм. Заказчик настаивал на цельногнутых профилях без стыков по дуге. Мы работали с фабрикой в Гуанчжоу, которая специализируется на Китай овальная решениях для премиум-сегмента.
Основная сложность — доставка 6-метровых гнутых профилей. Пришлось разрабатывать специальную упаковку с деревянными кондукторами, чтобы избежать деформации. Морем везли 34 дня, но все элементы пришли без повреждений.
При монтаже обнаружили, что штатные кронштейны не подходят — не учли ветровую нагрузку для изогнутых поверхностей. Экстренно заказывали доработку крепежа через ЧПУ. Вывод: для нестандартных овалов всегда нужно проектировать крепеж индивидуально, даже если профиль типовой.
Сейчас этот объект — наш эталонный пример. Разместили фото на https://www.alum-glasses.ru в разделе ?Сложные проекты?. Клиенты часто спрашивают про стоимость, но решаются на такие решения единицы — примерно 1 из 20 запросов.
Перспективы и ограничения технологии
Сейчас вижу тенденцию к увеличению спроса на радиусные системы, но рынок еще не готов к массовому переходу. Основной сдерживающий фактор — стоимость оснастки. Форма для экструзии овального профиля обходится в 3-4 раза дороже стандартной.
Мы в ООО ?Гуандун Вэйбан Технологии Алюминиевых Профилей? постепенно накапливаем библиотеку пресс-форм — уже есть 17 вариантов овальных сечений. Но для экономии часто предлагаем клиентам комбинированные решения: гнутые элементы только в видимых зонах, а скрытые части — из прямых профилей с фасонной стыковкой.
К 2025 году прогнозируем рост доли овальных систем до 15% нашего ассортимента. Но пока это нишевый продукт для архитекторов, которые работают с объектами премиум-класса. Для типового строительства все еще дороговато, хотя технологически мы уже отработали большинство рисков.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты







Связанный поиск
Связанный поиск- Китай шкафы-купе
- Горизонтальный профиль производители
- Зажимной профиль для стеклянных ограждений заводы
- Рама из анодированного алюминия производитель
- Китай u швеллер алюминиевый
- U-образный профиль
- Раздвижные системы трек серия поставщик
- Дешево горизонтальный нижний
- Направляющая нижняя завод
- Уголок соединительный завод
-


-


-


-



WeChat

-
WhatsApp
