

Китай профиль основной
Когда слышишь 'китай профиль основной', первая ассоциация — дешёвые партии с полулегальных заводов. Но за 7 лет работы с OOO Гуандун Вэйбан Технологии Алюминиевых Профилей понял: ключевое отличие не в цене, а в адаптации экструзии под российские ГОСТы. Помню, как в 2019-м пришлось переделывать целую партию для фасада в Сочи — китайские инженеры не учли морскую солёность воздуха.
Технологические подводные камни экструзии
На сайте alum-glasses.ru заявлена экструзия, но редко кто поясняет, что сплав АД31Т1 ведёт себя иначе при толщине стенки менее 1.2 мм. Мы набрались шишек, пока не подобрали температуру прессования 480°C — при стандартных 510°C профиль коробило после анодирования.
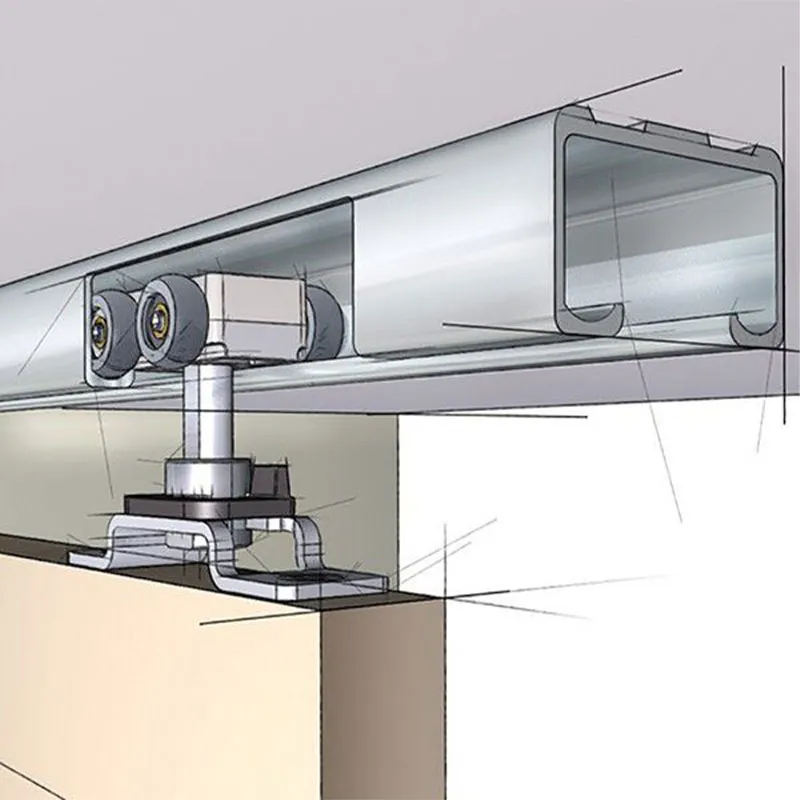
Особенно проблемными оказались широкие профили для витражных систем. При длине 6.5 метров неизбежна продольная дуга, но китайские коллеги научились компенсировать это предварительным растяжением заготовки. Сейчас отклонение не превышает 1.5 мм/п.м.
Интересно, что европейские заказчики часто требуют сертификаты по EN 755-9, хотя по факту используют профиль для ненесущих конструкций. Приходится объяснять, что для российского климата важнее стойкость анодного слоя — у нас толщину держим 18-20 мкм против стандартных 15.
Анодирование: где эстетика встречается с функцией
До сих пор сталкиваюсь с мифом, что матовое анодирование менее долговечно. На практике матовая поверхность (получаемая электрохимическим способом) даже лучше скрывает микроцарапины. Но есть нюанс — при отгрузке морским транспортом нужно дополнительное пассивирование, иначе в портах Владивостока появляются белёсые разводы.
Для объектов вроде ледовых арен используем двухслойное анодирование — сначала в серной, потом в щавелевой кислоте. Дороже на 23%, но через 5 лет эксплуатации в Норильске профиль выглядит как новый.
Кстати, цветное анодирование — отдельная головная боль. Бронзовые оттенки стабильны, а вот чёрный часто дает разнотон между партиями. Пришлось ввести выкрас для каждого производственного цикла.
Порошковое покрытие в российских реалиях
С порошковыми покрытиями работаем преимущественно по RAL, но для архитектурных проектов разработали 12 кастомных оттенков. Заметил, что российские заказчики чаще выбирают тёплые тона — вероятно, компенсация серого неба.
Технология нанесения требует особого контроля при отрицательных температурах. Стандартная подготовка включает фосфатирование при +40°C, но мы добавили этап прогрева до +15°C перед нанесением — иначе адгезия падает на 30%.
Интересный кейс был с жилым комплексом в Якутске: заказчик требовал гарантию 25 лет на покрытие. Пришлось использовать полиэстер с добавлением тефлона — дорого, но через 3 года проверка показала износ менее 5%.
CNC-резка: точность против логистики
ЧПУ-обработка — казалось бы, простейший этап. Но при резке профилей длиной более 4 метров возникают вибрации, влияющие на качество кромки. Решили установить дополнительные поддерживающие ролики с пневмоприводом.
Самое сложное — соблюдение допусков при фрезеровке пазов под терморазрывы. Допуск ±0.1 мм на 6-метровом профиле требует идеальной калибровки станков. Раз в месяц летает техник из Гуанчжоу — других вариантов не нашли.
Запомнился заказ на 5000 сложносоставных конструкций для московского небоскрёба. Пришлось разрабатывать спецоснастку для одновременной обработки 3 плоскостей — экономия времени на 65%, но переналадка занимает 4 часа.
Логистические особенности работы с Китаем
Морские перевозки — отдельный ад. Контейнер с анодированными профилями попал в тайфун — и мы получили коррозию в местах крепления. Теперь используем вакуумную упаковку с силикагелем, хоть это и удорожает доставку на 8%.
Железнодорожные поставки через Казахстан оказались надёжнее, но дольше. При этом профили китай профиль основной часто задерживаются на таможне из-за несоответствия сертификатов — пришлось нанять отдельного специалиста по ВЭД.
Самый болезненный опыт — когда заказчик в Калининграде требовал поставку за 18 дней. Пришлось комбинировать: морем до Санкт-Петербурга, потом автотранспортом. Вышло на 12% дороже, но сроки соблюли.
Перспективы развития алюминиевых профилей
Сейчас экспериментируем с профилями переменного сечения — спрос растёт со стороны производителей электромобилей. Технология сложная, но китайские заводы уже освоили гидроформинг для таких задач.
Интересное направление — гибридные системы с интегрированным подогревом. Для крайнего севера разрабатываем профили с каналами для теплоносителя — пока дорого, но для социальных объектов правительство готово субсидировать.
Заметил, что всё чаще запрашивают профили с RFID-метками для отслеживания в BIM-моделях. Казалось бы, мелочь, но при монтаже 20-этажного здания экономит до 70 часов рабочего времени.
В итоге понимаешь: китай профиль основной — это не про страну происхождения, а про технологическую зрелость. Когда видишь, как на заводе в Фошане тестируют образцы в камере соляного тумана 3000 часов, исчезают последние сомнения. Главное — не гнаться за дешевизной, а выбирать партнёров вроде Гуандун Вэйбан, где техотдел реально вникает в требования проекта.
Соответствующая продукция
Соответствующая продукция








Самые продаваемые продукты
Самые продаваемые продукты





Связанный поиск
Связанный поиск- Китай раздвижные системы трек серия
- Соединительный уголок заводы
- Стеклянная перегородка в душевую производители
- Алюминиевая рама заводы
- Китай душевые профили
- Профиль l-образныйдля нижних 4023 заводы
- Стеклянная перегородка в комнату завод
- Раздвижные системы трек серия завод
- Узкого рамочного профиля производитель
- Бескаркасные перегородка
-


-


-


-



WeChat

-
WhatsApp
