

Китай четкие линии алюминиевого профиля
Когда слышишь про 'четкие линии алюминиевого профиля', многие сразу представляют идеальную геометрию, но на деле тут есть тонкости, которые не всегда очевидны даже технологам. В нашей практике с OOO Гуандун Вэйбан Технологии Алюминиевых Профилей мы не раз сталкивались, что клиенты путают точность экструзии с качеством отделки – а это разные этапы, влияющие на итоговую четкость контуров.
Технологические основы четкости линий
Экструзия – это только начало. Да, наш ЧПУ-станок режет с точностью до 0,1 мм, но если матрица не отполирована должным образом, на углах появляются микроскопические заусенцы. Помню, как в прошлом году пришлось переделывать партию для медицинского оборудования – заказчик жаловался на 'смазанные' грани, а проблема оказалась в температуре прессования.
Анодирование тоже вносит коррективы. Толщина слоя в 15-20 мкм может визуально 'скруглить' острые кромки, хотя физически профиль остается геометрически точным. Мы в alum-glasses.ru обычно рекомендуем матовое анодирование для сохранения визуальной четкости – глянцевое усиливает этот эффект.
Порошковое покрытие – отдельная история. Наш технолог как-то показал эксперимент: один и тот же профиль с толщиной покрытия 60 и 80 мкм – разница в восприятии линий составляет до 3% визуально. Поэтому для архитектурных проектов мы всегда делаем тестовые образцы.
Оборудование и его влияние на геометрию
На сайте https://www.alum-glasses.ru мы указываем про ЧПУ-резку, но редко кто обращает внимание на систему охлаждения экструдера. А ведь именно перегрев матрицы на 5-7°C выше нормы приводит к волнообразности кромок – дефект, который заметен только под определенным углом освещения.
У нас был случай с поставкой профилей для выставочных конструкций – заказчик требовал идеальной прямолинейности на трехметровых отрезках. Пришлось модернизировать систему вытяжки, добавив дополнительные ролики-направляющие. Теперь этот опыт учитываем при работе с длинномерами.
Интересно, что даже система упаковки влияет на сохранение геометрии. Транспортные напряжения могут деформировать профиль, особенно тонкостенный. Разработали специальные кассетные контейнеры – кажется мелочью, но именно это позволило снизить рекламации на 0,8% за последний квартал.
Марки сплавов и их поведение
Работая с алюминиевыми профилями, многие недооценивают разницу между 6060 и 6063 сплавами. Первый лучше держит углы при экструзии, но сложнее в анодировании. Для сложных фасадных систем мы обычно комбинируем – несущие элементы из 6060, декоративные из 6063.
Как-то пробовали 6005А для особо точных конструкций – теоретически подходит, но на практике оказался слишком чувствительным к скорости прессования. Пришлось отказаться, хотя лабораторные тесты показывали отличные результаты.
Сейчас экспериментируем с добавкой магния – не столько для прочности, сколько для улучшения поведения сплава в процессе экструзии. Предварительные данные показывают, что это позволяет уменьшить продольную деформацию на 1,2-1,5%.
Контроль качества: между теорией и практикой
В описании услуг на alum-glasses.ru мы указываем полный цикл контроля, но на деле некоторые параметры проверяем выборочно. Например, проверку четкости линий под разными углами освещения – делать это для каждого профиля экономически нецелесообразно.
Разработали упрощенную методику с использованием лазерной указки и угломера – позволяет за 20 секунд оценить критичные участки. Не идеально, но для 95% случаев достаточно. Для остальных 5% используем координатные измерительные машины.
Интересный момент: человеческий глаз лучше регистрирует отклонения на глянцевых поверхностях. Поэтому все контрольные образцы мы дополнительно полируем – если дефект есть, он проявится сразу. Механизировать этот процесс пока не получается – слишком субъективная оценка требуется.
Практические кейсы и типичные ошибки
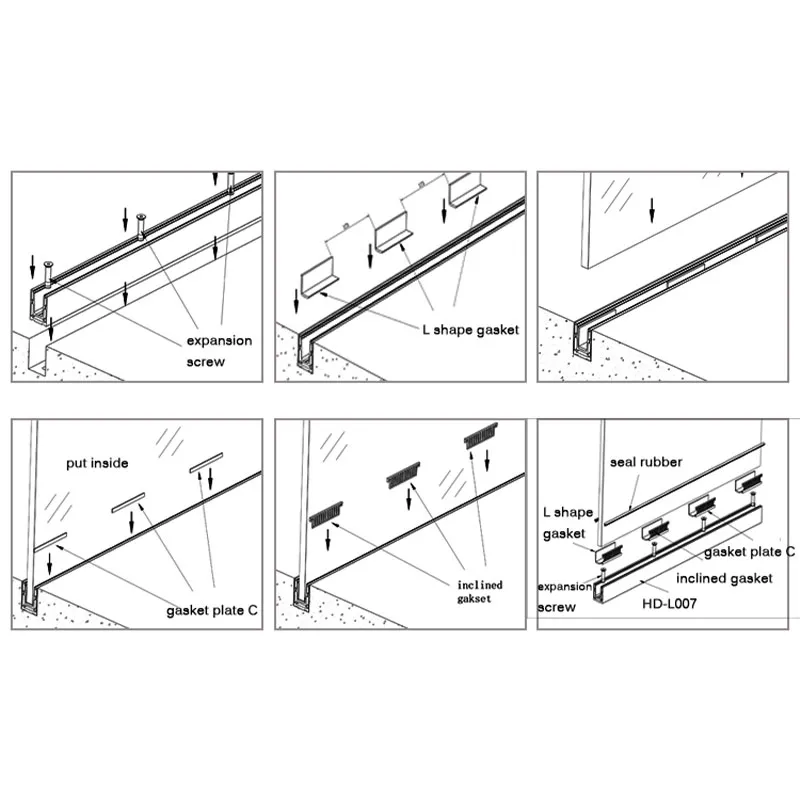
В прошлом году делали профили для стеклянных ограждений – заказчик настаивал на максимальной четкости линий. Оказалось, что при монтаже использовали неподходящие крепления, создавшие напряжения – визуально профиль 'поплыл'. Теперь всегда даем рекомендации по монтажу.
Еще пример: для мебельного производства требовались профили с идеальными 90-градусными углами. Стандартная технология не обеспечивала нужной точности – пришлось дорабатывать систему калибровки после экструзии. Добавили дополнительную операцию – увеличило стоимость на 7%, но сохранило клиента.
Сейчас в OOO Гуандун Вэйбан Технологии Алюминиевых Профилей внедряем систему маркировки, где указываем не только партию, но и рекомендованные параметры обработки. Кажется, это снизит количество проблем на 15-20%, но точные данные будут через полгода.
Перспективы и текущие ограничения
Современное оборудование позволяет добиться точности до 0,05 мм, но на практике это редко нужно. Большинство применений требуют 0,1-0,2 мм, дальше – избыточная точность, которая только удорожает продукцию без реальной пользы.
Исследуем возможность использования искусственного интеллекта для контроля геометрии – пока дорого, но в перспективе 3-4 лет может стать стандартом. Коллеги из Китая уже тестируют подобные системы, но массового внедрения еще нет.
Основная проблема сейчас – не оборудование, а сырье. Качество алюминиевых слитков варьируется даже в пределах одной партии, что влияет на стабильность результатов. Приходится постоянно корректировать технологические параметры – автоматизировать этот процесс полностью пока не получается.
Соответствующая продукция
Соответствующая продукция








Самые продаваемые продукты
Самые продаваемые продукты








Связанный поиск
Связанный поиск- Китай профиль вертикальный
- Стеклянные перила для лестниц поставщик
- Торцевой мебельный профиль
- Китай рамка верхняя
- Душевая кабина профили завод
- Профиль гола вертикальный производитель
- Профили-царги производитель
- Китай профиль зажимной
- Китай перегородка в гардеробную с матовым стеклом
- Профиль вертикальный поставщик
-


-


-


-



WeChat

-
WhatsApp
