

Одинарная направляющая заводы
Всегда удивляюсь, как много вокруг заблуждений касательно выборки направляющих для станков с ЧПУ. Часто клиенты приходят с убеждением, что самый дорогой вариант – всегда лучший. А ведь реальность гораздо сложнее, особенно когда речь идет об одинарных направляющих заводы. За годы работы я видел, как переплачивали за 'престиж', упуская из виду критически важные характеристики и, как следствие, сталкивались с проблемами в эксплуатации и обслуживании. По сути, задача сводится не к найди самый дорогой, а найди самый подходящий – и это далеко не всегда самое простое решение.
Проблема выбора: что действительно важно?
Вопрос выбора одинарных направляющих – это всегда компромисс между ценой, точностью, долговечностью и сложностью обслуживания. К сожалению, многие заводы, особенно начинающие, склонны отдавать предпочтение более дешевым моделям, полагая, что 'потом подтянем'. Но это зачастую приводит к гонке по поиску авантюрного решения. Разумеется, бюджет всегда важен, но он не должен быть единственным критерием. Мы сталкивались с ситуацией, когда бюджет позволил установить направляющую, которая через полгода требовала дорогостоящего ремонта, что в итоге обходилось дороже, чем изначально более качественная альтернатива. Иногда лучше немного увеличить первоначальные затраты, чтобы избежать проблем в будущем. Это, пожалуй, самое важное, что я вынес из практики.
Одним из самых распространенных, но ошибочных представлений является вера в то, что чем больше одной детали, тем лучше. Это не так. Качество материала, точность обработки, наличие обработки поверхности, система смазки – вот что действительно определяет характеристики и надежность одинарных направляющих.
Точность и жесткость: краеугольный камень надежности
Здесь все сводится к системе погрешностей. Равномерность зазора между направляющей и подшипниковым узлом, жесткость конструкции, отсутствие люфтов – все это напрямую влияет на точность и повторяемость движения. Мы работали с одним клиентом – производителем фрезерных станков. Они сначала выбрали направляющую с 'средней' точностью. В итоге, после тестирования, выяснилось, что точность была недостаточной для их задач. Пришлось менять направляющую на более дорогостоящую, с сертификатом соответствия ГОСТ. И это потребовало дополнительного времени и средств.
Регулярная проверка и калибровка направляющих – это неотъемлемая часть обслуживания любого станка. Но даже самая точная направляющая со временем подвержена деформации и износу. Это особенно важно учитывать при работе в условиях высоких нагрузок и вибраций. Очевидно, что выбор материала, например, закаленная сталь, важен в таких случаях, чтобы увеличить ресурс.
Анодирование и обработка поверхности: защита от износа
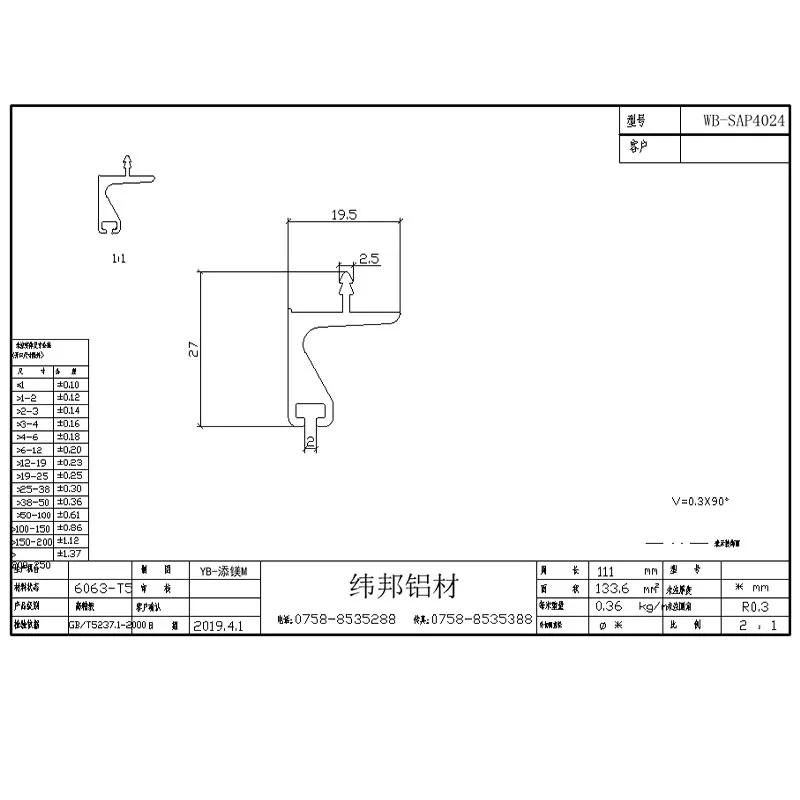
Часто недооценивают важность обработки поверхности направляющих. Даже при использовании высококачественной стали, без анодирования или других защитных покрытий направляющая быстро подвержена коррозии и износу. Это особенно актуально для станков, работающих в агрессивных средах. В нашей компании ООО Гуандун Вэйбан Технологии Алюминиевых Профилей применяются различные варианты анодирования и порошкового покрытия, выбор которых зависит от конкретных условий эксплуатации. Например, для станков, работающих с металлами, используется более толстое и износостойкое покрытие.
Я лично видел, как направляющая без анодирования уже через несколько месяцев эксплуатации покрывалась коррозией, что приводило к увеличению трения и снижению точности. Регулярное обслуживание и очистка поверхности – это, конечно, полезно, но не всегда достаточно для предотвращения проблем.
Альтернативные варианты: качения vs скольжения
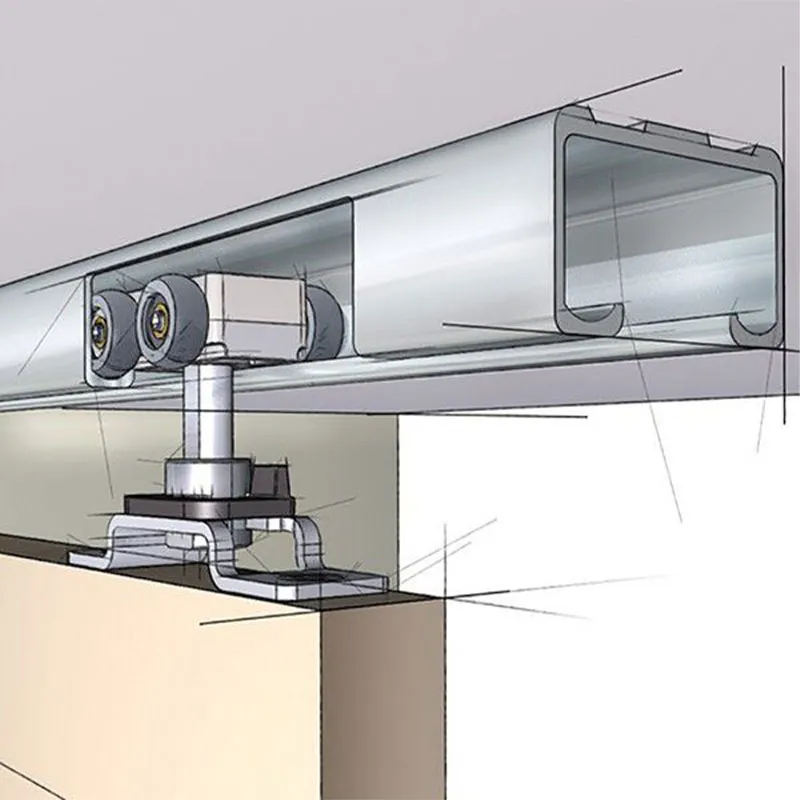
Существуют различные типы направляющих – качения и скольжения. Каждая из них имеет свои преимущества и недостатки. Направляющие качения обычно более точные и имеют больший ресурс, но они требуют более сложной системы смазки. Направляющие скольжения проще в обслуживании, но они менее точные и имеют меньший ресурс. Выбор типа направляющей зависит от конкретных задач и условий эксплуатации. В случае с одинарными направляющими, как правило, предпочтение отдается направляющим качения, особенно если требуется высокая точность и долговечность.
В последнее время наблюдается тенденция к использованию направляющих с самосмазывающимися подшипниками. Это позволяет снизить сложность системы смазки и увеличить ресурс направляющей. Но стоит учитывать, что такие направляющие могут быть дороже.
Реальные проблемы и их решения
Помню один случай с станком, где после нескольких месяцев эксплуатации одинарная направляющая начала изнашиваться. При ближайшем рассмотрении выяснилось, что проблема была в неправильном монтаже. Направляющая была установлена под углом, что приводило к неравномерному распределению нагрузки и ускоренному износу. После пере установки проблема была решена. Это показывает, насколько важно соблюдать технологию монтажа и использовать правильные крепежные элементы.
Еще одна распространенная проблема – это неправильный выбор смазки. Использование неподходящей смазки может привести к быстрому износу подшипников и снижению точности. Важно использовать смазку, рекомендованную производителем направляющих, и регулярно ее пополнять.
Перспективы развития: что нас ждет в будущем?
Технологии производства одинарных направляющих постоянно развиваются. В последнее время наблюдается тенденция к использованию новых материалов и технологий обработки поверхности, что позволяет увеличить точность и долговечность направляющих. Также активно разрабатываются системы мониторинга состояния направляющих, которые позволяют своевременно выявлять дефекты и предотвращать поломки. Например, возможно использование датчиков вибрации или температуры, которые отправляют данные на центральный сервер для анализа.
С учетом постоянно растущих требований к точности и надежности станков с ЧПУ, можно с уверенностью сказать, что развитие технологий производства направляющих будет продолжаться и в будущем. И это, безусловно, положительный тренд для всей отрасли.
Если у вас возникли вопросы по выбору одинарных направляющих заводы, обращайтесь к нам. Мы поможем вам выбрать оптимальное решение, учитывая ваши конкретные задачи и бюджет. Мы работаем с различными производителями и предлагаем широкий ассортимент направляющих различной точности и назначения. Вы можете ознакомиться с нашими предложениями на сайте: https://www.alum-glasses.ru.
Соответствующая продукция
Соответствующая продукция








Самые продаваемые продукты
Самые продаваемые продукты








Связанный поиск
Связанный поиск- Китай профиль для шкафов купе
- Профиль основной поставщик
- Ванна стеклянная перегородка для ванной поставщик
- Нижний каркасный профиль для мебели поставщики
- Рамка верхняя
- WB-8361
- Офисная стеклянная перегородка производитель
- Профиль фасадный заводы
- Горизонтальный разделительный профиль поставщик
- Профиль c-образныйдля нижних производитель
-


-


-


-



WeChat

-
WhatsApp
