

Профиль гола горизонтальный заводы
Горизонтальное выдавливание профилей – тема, с которой сталкиваюсь постоянно. Часто в разговорах звучат упрощения, завышенные обещания производительности. Попытаюсь поделиться своими наблюдениями, опытом работы на различных заводах и размышлениями о реальных возможностях такой технологии. Мы будем говорить не о маркетинге, а о том, что работает, а что просто хорошо звучит на бумаге.
Обзор: Горизонтальное выдавливание – не серебряная пуля
Горизонтальное выдавливание профилей, безусловно, имеет свои преимущества, особенно при производстве больших партий продукции с переменными сечениями или сложной геометрией. Но это не универсальное решение. Важно понимать, что применимость и эффективность этой технологии напрямую зависят от конкретных задач, типа используемого алюминиевого сплава и оснастки. Многие считают, что горизонтальный процесс – это автоматически лучше, но это не так. Оптимальный выбор зависит от ряда факторов – стоимости оснастки, объемов производства и требуемой точности.
Технологические особенности и преимущества
Основное отличие от вертикального выдавливания – это направление потока материала. Горизонтальная линия позволяет более эффективно использовать заготовки, особенно при производстве длинных профилей. Это становится критичным, когда важна минимизация отходов и повышение рентабельности.
Использование специального оборудования – это, конечно, инвестиция. Хороший станок с ЧПУ, способный обеспечить точное выдавливание и контроль качества, – это основа успешного горизонтального производства.
Еще одно важное преимущество – возможность более легкой интеграции с другими технологическими процессами, например, с последующей обработкой на станках с ЧПУ или нанесением покрытий.
Основные проблемы и ограничения
Эффективность **горизонтального выдавливания** напрямую связана с качеством инструмента. Неправильный выбор или износ матрицы может привести к дефектам профиля, снижению производительности и увеличению затрат на обслуживание оборудования.
Трудности могут возникнуть при работе со сплавами с высокой вязкостью или большой упругостью. Требуются специальные режимы выдавливания и оптимизированные конструкции оснастки.
Не забываем и о сложности контроля качества. При горизонтальном выдавливании контроль дефектов может быть затруднен, что требует применения дополнительных методов, таких как визуальный контроль с использованием специализированного оборудования.
Опыт работы на заводах: что видел своими глазами
Я работал с несколькими заводами, специализирующимися на производстве алюминиевых профилей, как с небольшими, так и с крупными. В разных условиях реальность сильно отличалась от теоретических представлений. Например, на одном из заводов, где использовалось современное **горизонтальное выдавливание**, столкнулись с проблемой неоднородности материала. Пришлось пересматривать процесс подготовки заготовок и оптимизировать режимы выдавливания, чтобы обеспечить равномерность профиля по всей длине.
Пример с OOO Гуандун Вэйбан Технологии Алюминиевых Профилей
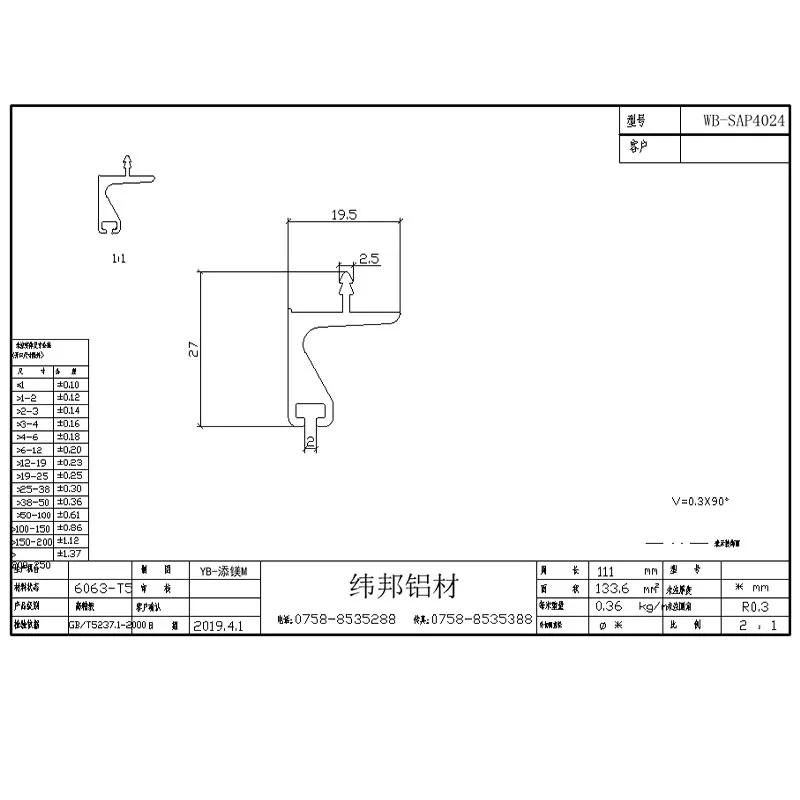
Я изучил информацию о компании OOO Гуандун Вэйбан Технологии Алюминиевых Профилей. Они специализируются на экструзии, анодировании, порошковом покрытии и резке на станках ЧПУ. По моему мнению, сочетание горизонтального выдавливания с последующей точной обработкой на станках с ЧПУ позволяет достичь высокой точности и качества конечного продукта. Если компания использует современные технологии, то они, скорее всего, сталкиваются с проблемами оптимизации процессов и контроля качества, как и большинство предприятий в данной отрасли.
Анодирование и порошковое покрытие – это важные этапы, которые необходимо учитывать при проектировании профиля. Неправильный выбор этих покрытий может негативно повлиять на эксплуатационные характеристики профиля.
Важно понимать, что современное производство алюминиевых профилей – это комплексный процесс, требующий координации всех этапов и постоянного мониторинга качества.
Проблемы с оснасткой и ее долговечностью
Оснастка – это сердце процесса **горизонтального выдавливания**. Качество и долговечность матриц напрямую влияют на производительность и рентабельность производства. Частая замена матриц увеличивает затраты и снижает эффективность.
Мы неоднократно сталкивались с проблемой износа матриц при работе с сплавами, содержащими большое количество примесей. В таких случаях необходимо использовать специальные покрытия и оптимизировать режимы выдавливания, чтобы продлить срок службы оснастки.
Необходимо уделять особое внимание хранению и обслуживанию оснастки. Правильное хранение и регулярная очистка помогут предотвратить коррозию и износ.
Реальные ошибки и их последствия
Одна из распространенных ошибок – недооценка необходимости квалифицированного персонала. Управление оборудованием **горизонтального выдавливания** требует специальных знаний и опыта. Недостаточная квалификация персонала может привести к дефектам профиля, снижению производительности и увеличению затрат на ремонт оборудования.
Еще одна распространенная ошибка – неоптимизация технологических параметров. Неправильный выбор скорости выдавливания, температуры и давления может привести к деформации профиля и возникновению трещин.
Иногда завышают требования к производительности, не учитывая сложность геометрии профиля и характеристики используемого материала. Это приводит к постоянным проблемам с качеством и снижению рентабельности.
Пример неудачной попытки
В одном из случаев мы пытались использовать **горизонтальное выдавливание** для производства профиля сложной формы из сплава с высоким содержанием магния. Недостаточная проработка технологического процесса и неправильный выбор оснастки привели к образованию трещин и деформации профиля. В итоге, пришлось вернуться к вертикальному выдавливанию, что увеличило затраты и задержало сроки производства.
Этот случай показал, что не всегда горизонтальное выдавливание является оптимальным решением, и необходимо тщательно анализировать все факторы перед принятием решения.
Также, важно понимать, что даже с современным оборудованием, сложно добиться 100% контроля качества. Необходимы постоянные проверки и корректировки технологического процесса.
Выводы и рекомендации
**Горизонтальное выдавливание** – это перспективная технология, но не панацея. Ее эффективность зависит от множества факторов, включая тип сплава, сложность геометрии профиля, качество оснастки и квалификацию персонала.
Перед принятием решения о внедрении горизонтального выдавливания необходимо провести тщательный анализ рынка, оценить затраты и риски, а также разработать детальный технологический процесс.
Важно помнить, что успешное производство алюминиевых профилей требует комплексного подхода, включающего оптимизацию технологических процессов, контроль качества и квалифицированный персонал.
Что дальше?
Надеюсь, мои наблюдения и опыт окажутся полезными для тех, кто рассматривает возможность внедрения **горизонтального выдавливания** на своем производстве. Готов поделиться дополнительной информацией и обсудить конкретные вопросы. Если у вас есть вопросы по технологии или вам нужна консультация по оптимизации производственного процесса, свяжитесь со мной.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты






Связанный поиск
Связанный поиск- Верхний направляющий профиль производители
- Профиль напольный
- Нижняя направляющая производители
- Нижняя двойная направляющая завод
- Стеклянные перегородки для зонирования поставщик
- Каркасный профиль 45 мм производитель
- Китай шкаф-купе
- Гардеробная система завод
- Wb-8361 производитель
- Душевые профили производители
-


-


-


-



WeChat

-
WhatsApp
