

Узкий рамочный профиль заводы
Итак, узкие рамочные профили. Часто слышу, как клиенты считают, что проблема в самом профиле – плохое качество материала, неверный химический состав алюминия. Но это, как правило, лишь верхушка айсберга. На самом деле, сложность кроется в комплексной оптимизации всего производственного цикла, от проектирования до покраски. Мне кажется, многие заводы недооценивают важность начальной стадии – точного расчета геометрии и выбора технологического оборудования, способного выдавать профиль с минимальными отклонениями от заданных параметров. Иначе, даже самый 'правильный' материал превратится в дорогостоящий мусор.
Почему сложно производить узкие рамочные профили?
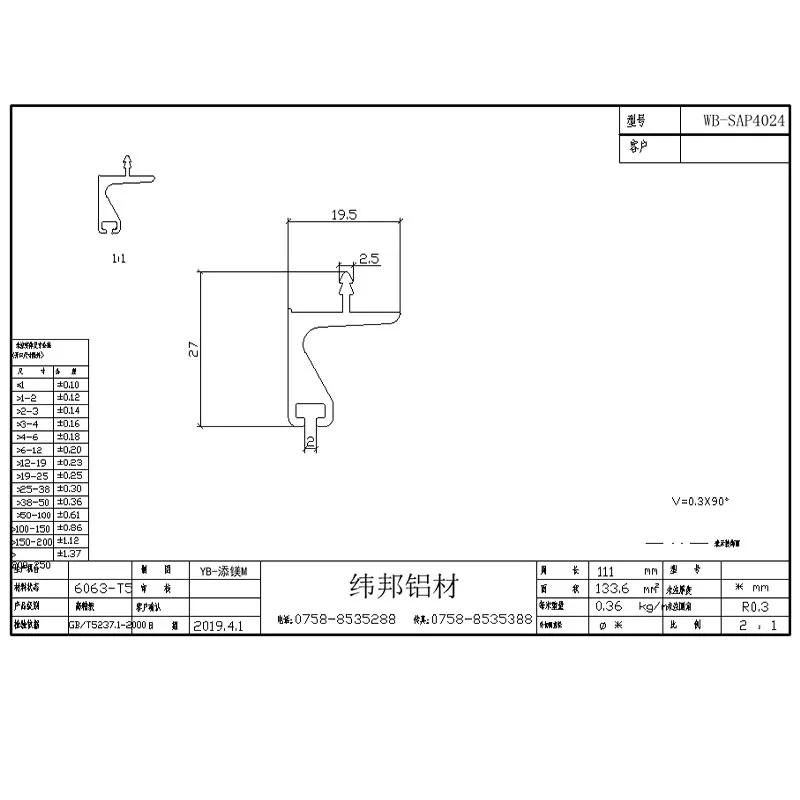
Первая проблема, с которой я часто сталкиваюсь – это точность размеров. Узкие профили особенно чувствительны к колебаниям в процессе экструзии. Небольшое отклонение в ширине или толщине может привести к серьезным проблемам при последующей сборке или монтаже. Мы однажды работали с заводом, который переносил геометрию профиля с бумажного чертежа прямо на технологическое оборудование. Это, мягко говоря, не оптимально. В итоге, после нескольких партий брака, пришлось привлекать инженера-технолога для пересчета и внесения изменений в программу экструзии. Это стоило не только времени, но и значительных финансовых потерь.
Еще один нюанс – тепловое расширение алюминия. В процессе охлаждения профиль сжимается, и это сжатие может привести к деформациям, особенно если профиль имеет сложную геометрию. Например, при производстве узких профилей с большим количеством вырезов или углов, важно учитывать этот фактор и предусмотреть компенсационные зазоры. Не учитываешь – получаешь перекос и проблемы с установкой.
Проблемы с экструзией
Экструзия – сердце производства узких рамочных профилей. Здесь все должно быть идеально настроено. Начальная скорость экструзии, температура нагрева, давление – все эти параметры оказывают непосредственное влияние на качество профиля. Мы часто рекомендуем нашим клиентам использовать современные системы управления экструдером, которые позволяют в режиме реального времени контролировать и корректировать эти параметры. Это позволяет минимизировать брак и повысить производительность.
Использование качественных пресс-форм – это тоже критически важно. Пресс-форма должна быть точно изготовлена и тщательно обработана. Неровности на поверхности пресс-формы могут передаваться на профиль и приводить к дефектам. Также важно правильно подобрать материал пресс-формы – он должен быть устойчив к высоким температурам и давлениям, а также обладать высокой износостойкостью.
Проблемы с термообработкой и покраской
После экструзии профиль проходит термообработку для снятия внутренних напряжений. Эта процедура также требует тщательного контроля параметров – температура, время выдержки, скорость охлаждения. Неправильная термообработка может привести к деформациям или коррозии. Узкие рамочные профили особенно чувствительны к этим факторам, поэтому необходимо использовать современные методы термообработки, такие как ИК-облучение или вакуумная печь.
Наконец, покраска. Тут важна не только сама краска, но и процесс нанесения. Нужно обеспечить равномерное покрытие, без подтеков и дефектов. Современные методы покраски, такие как порошковое покрытие или электростатическое напыление, позволяют получить качественное и долговечное покрытие. Мы, например, в рамках работы с ООО Гуандун Вэйбан Технологии Алюминиевых Профилей, обсуждали варианты оптимизации процесса порошковой покраски для минимизации выбросов вредных веществ и повышения адгезии покрытия. Это был довольно сложный, но интересный проект.
Анализ реального случая: повышение эффективности производства
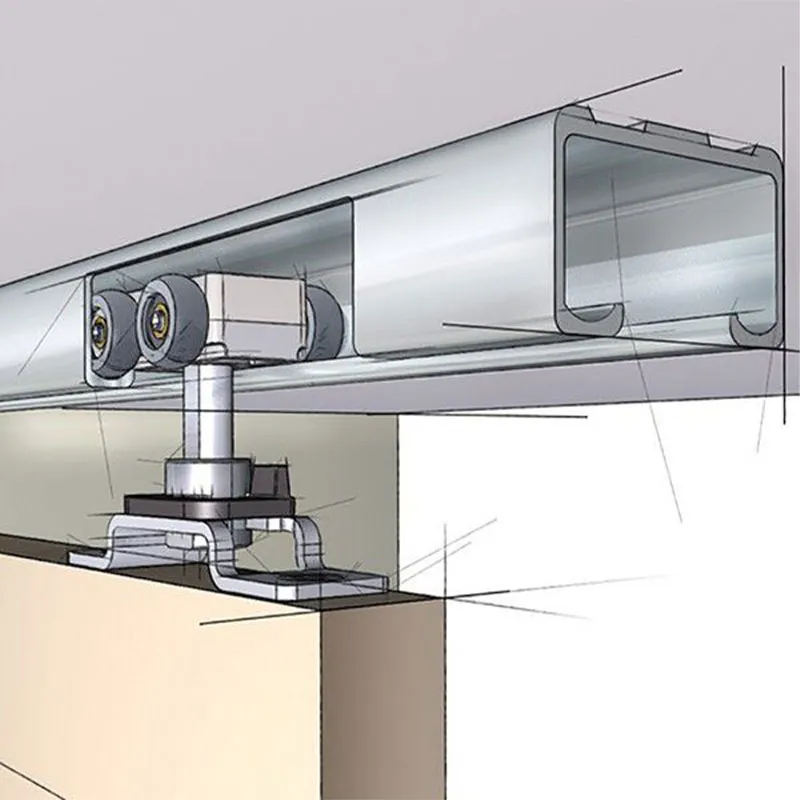
Недавно мы работали с компанией, которая производила узкие рамочные профили для оконных конструкций. У них была проблема с высоким процентом брака – около 15% от общего объема производства. При анализе ситуации мы выяснили, что основная причина брака – это неточность геометрии профиля, вызванная плохой работой экструдера. Мы предложили им провести модернизацию оборудования, установить систему автоматического контроля размеров профиля и переобучить персонал. В результате, после внедрения этих изменений, процент брака снизился до 2%, а производительность увеличилась на 20%.
Ключевым моментом стало не просто установка нового оборудования, а правильная настройка и интеграция его в существующий производственный процесс. Важно учитывать особенности конкретного продукта и разрабатывать индивидуальные решения. Мы разработали для них программу обучения персонала, которая включала в себя не только теоретические знания, но и практические навыки работы с новым оборудованием. Это позволило им быстро адаптироваться к новым условиям и добиться впечатляющих результатов.
Оптимизация производственного цикла узких рамочных профилей
В целом, производство узких рамочных профилей – это сложный и многогранный процесс, требующий глубоких знаний и опыта. Нельзя экономить на качестве исходного материала, технологическом оборудовании или обучении персонала. Только комплексный подход к оптимизации всего производственного цикла позволяет добиться высоких результатов и обеспечить конкурентоспособность на рынке. Мы постоянно следим за новыми тенденциями в области алюминиевых профилей и предлагаем нашим клиентам самые современные и эффективные решения. Недавно, к примеру, мы работали над проектом внедрения системы машинного зрения для контроля качества профиля в режиме реального времени. Это позволит автоматизировать процесс контроля и минимизировать человеческий фактор.
Еще одна важная вещь, которую часто игнорируют – это анализ причин брака. Нужно не просто устранять последствия, а искать первопричину проблемы и предотвращать ее повторение в будущем. Это требует постоянного мониторинга производственного процесса и сбора данных. И, конечно, важно не бояться экспериментировать и внедрять новые технологии. Только так можно добиться постоянного улучшения качества и повышения эффективности производства.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Направляющая верхняя
Направляющая верхняя -
 Аксессуары
Аксессуары -
 Трек алюминиевый 1671
Трек алюминиевый 1671 -
 Накладка для подвесной системы
Накладка для подвесной системы -
 U швеллер алюминиевый для стек
U швеллер алюминиевый для стек -
 Аксессуары
Аксессуары -
 Ручка с подсветкой
Ручка с подсветкой -
 Лестничные ограждения 8049 и 8050
Лестничные ограждения 8049 и 8050 -
 Рама для стеклянной полки
Рама для стеклянной полки -
 Алюминиевый кромочный профиль(т-профиль)
Алюминиевый кромочный профиль(т-профиль) -
 Направляющие профили WB-2834
Направляющие профили WB-2834 -
 Трек алюминиевый с держателем неподвижно 5876
Трек алюминиевый с держателем неподвижно 5876
Связанный поиск
Связанный поиск- Wb-8362 производитель
- Профиль п-образный заводы
- Алюминиевый рамочный профиль 5030 производитель
- Wb-8361 производитель
- Профиль основной производители
- Направляющая раздвижной системы заводы
- Профиль разделительный производители
- Верхний каркасный профиль для мебели
- Дешево профиль рамочный узкий
- Профиль рамочный 45mm завод
-


-


-


-



WeChat

-
WhatsApp
